Téléphone :
+86 13828 600940
Adresse physique :
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chine
Téléphone :
+86 13828 600940
Adresse physique :
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chine
Les dispositifs de soudage pour l'automobile sont des outils spécialisés utilisés pour fixer et positionner les pièces de carrosserie des véhicules au cours du processus de fabrication automobile. Leur objectif principal est de s'assurer que les pièces soudées conservent leur position précise pendant le processus de soudage, garantissant ainsi la cohérence et la fiabilité de la qualité du soudage. Ils constituent un moyen important d'assembler les pièces automobiles, déterminant non seulement la précision et la stabilité du soudage, mais ayant également un impact direct sur l'efficacité de la production et la qualité du produit.
Dans l'industrie manufacturière, les montages sont des outils très répandus dont il existe de nombreux types, que l'on peut schématiquement classer dans les catégories suivantes :
Fixation universelle
Étau de machine-outil : utilisé pour les fraiseuses/perceuses, pour serrer des pièces régulières, divisé en types mécaniques et hydrauliques.
Mandrin à trois mors : fixation du noyau du tour, centrage automatique des pièces circulaires, précision de 0,05 mm.
Mandrin magnétique : spécialement utilisé pour les machines de meulage, il fixe les pièces métalliques magnétiques par l'intermédiaire de champs électromagnétiques.
Fixation spéciale
Dispositif de soudage combiné : système de positionnement modulaire, adapté au soudage de structures de forme spéciale (telles que les châssis d'automobiles).
Dispositif d'inspection (dispositif CMM) Les machines à mesurer tridimensionnelles : utilisées avec une machine à mesurer les coordonnées tridimensionnelles, comprenant un bloc en V de précision et un mécanisme de réglage.
| Type d'appareil | Caractéristiques principales | Scénarios d'application typiques | Caractéristiques techniques |
|---|---|---|---|
| Dispositif de positionnement | Limitation des degrés de liberté de la pièce | Centre d'usinage par fraisage | Règle de positionnement 3-2-1, erreur ±0,01mm |
| Dispositif de serrage | Résister aux forces de coupe | Alésage de pièces lourdes | Rapport de suralimentation hydraulique ≥1:50 |
| Dispositif d'indexation | Indexation précise dans la direction circonférentielle | Usinage d'engrenages/fraisage de polyèdres | Transmission par engrenage à vis sans fin, résolution 0,1°. |
| Fixation combinée | Reconstruction modulaire rapide | Production de petits lots et de variétés multiples | Précision du positionnement du trou ±0,005mm |
Montages pour machines-outils à commande numérique
Système de positionnement à point zéro : équipé d'une rainure HSK/T, temps de changement < 30 secondes
Plate-forme d'adsorption sous vide : traitement de plaques minces de grande surface (comme le perçage et le fraisage de circuits imprimés), degré de vide ≥ 0,08MPa
Fixations de lignes de production automatisées
Préhenseur de robot : capteur de force intégré, réglage adaptatif de la force de préhension
Système d'échange de palettes : avec FMS, précision de répétabilité du positionnement ±2μm
Outillage automobile : Mécanisme de serrage synchrone multiaxe pour cylindres de moteur
Fixation pour l'aviation : Cadre anti-déformation pour les pièces de longeron d'aile en alliage de titane
Fixation électronique : Plate-forme d'alignement de précision pour les machines de placement SMT
Nous parlons ici de l'un des nombreux types de dispositifs, le dispositif de soudage automobile. (Dispositif spécialisé pour le soudage de carrosseries automobiles)
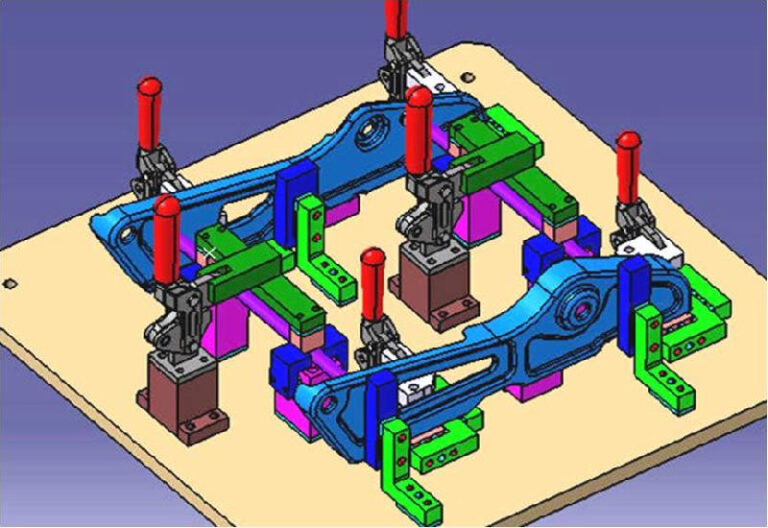
La carrosserie d'une automobile est composée de plus de 1 000 pièces, dont la plupart sont en tôle. Après avoir été embouties et formées à l'aide de matrices, ces pièces sont souvent assemblées par soudage par points pour former la carrosserie en blanc (BW). Pendant le soudage, chaque pièce doit être maintenue en place. Cet outil de positionnement et de fixation s'appelle un gabarit. Les gabarits spécialisés utilisés dans la fabrication des carrosseries automobiles sont appelés gabarits de carrosserie (équipement de carrosserie).
Grâce à l'action coordonnée des broches de positionnement (broches de référence), des blocs de surface en S (surfaces de référence), des bras de serrage et d'autres composants du dispositif, la pièce à usiner (pièce d'emboutissage ou d'assemblage) est installée dans la position définie par le processus et serrée afin d'empêcher la pièce à usiner de bouger et d'assurer la cohérence et la stabilité de la précision du soudage du corps.
Positionnement : La pièce est limitée dans ses six degrés de liberté dans l'espace tridimensionnel au moyen de goupilles de positionnement (goupilles rondes/diamants), de blocs de support (en fer ou en nylon) et d'autres composants.
Serrage : Utiliser un cylindre ou un mécanisme de serrage rapide manuel pour fixer la pièce afin d'éviter toute déformation lors du soudage. Le nombre de points de serrage doit correspondre aux exigences du soudage et la déformation de la pièce causée par la force de serrage doit être évitée.
Scénarios typiques : Des pièces clés telles que les ouvertures des portes de la carrosserie et les trous de suspension nécessitent un positionnement de haute précision pour garantir la qualité de l'assemblage ultérieur.
Réduit la déformation due au manque de rigidité des plaques minces (épaisseur de 0,7 à 2,5 mm) et assure une position précise du point de soudure (soudage par points, soudage à l'arc, soudage au laser, etc.)
Certains montages ont également la fonction d'outils d'inspection, qui peuvent détecter la précision de soudage du processus précédent.
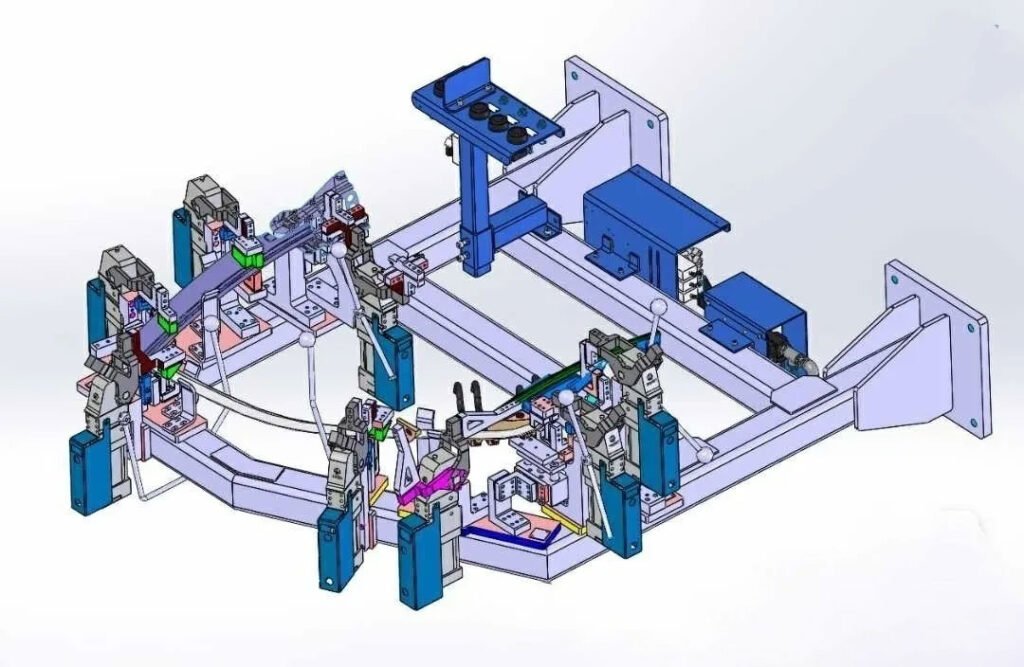
Les dispositifs de soudage pour l'automobile se composent généralement des modules suivants :
| Composants | Fonction | Exigences en matière de conception |
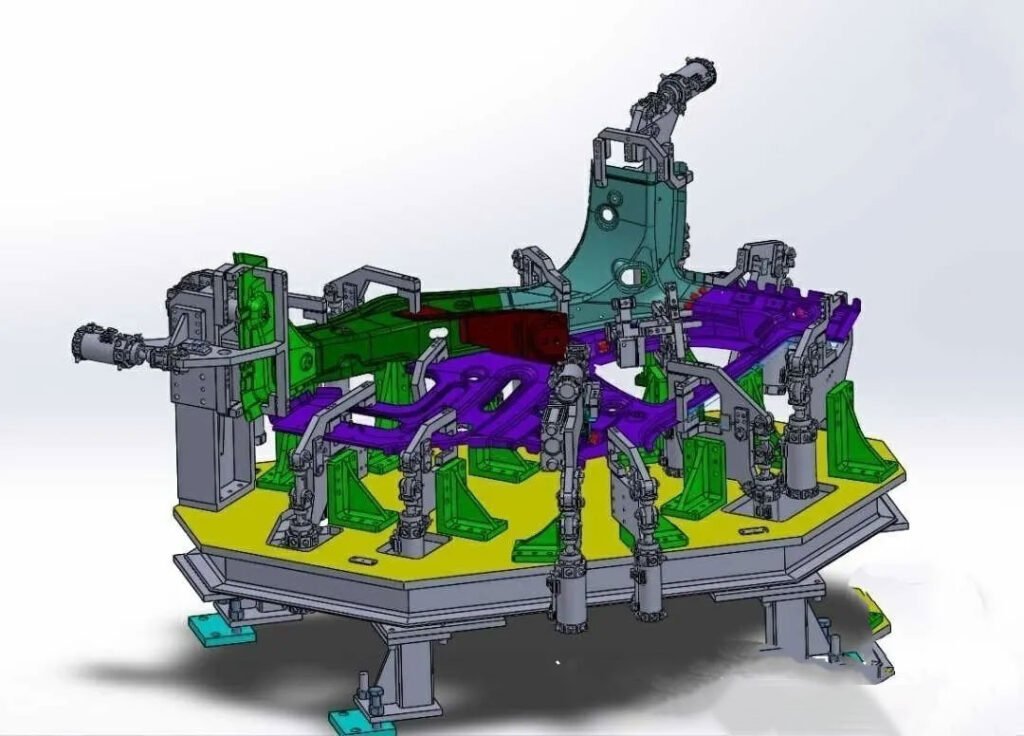
| Plaque de base du projecteur (BASE board) | Plate-forme de base qui supporte toutes les unités de positionnement et de serrage | Planéité ≤0,1mm/1000mm, gravure de lignes de quadrillage de coordonnées, trous de référence (tolérance ±0,02mm) |
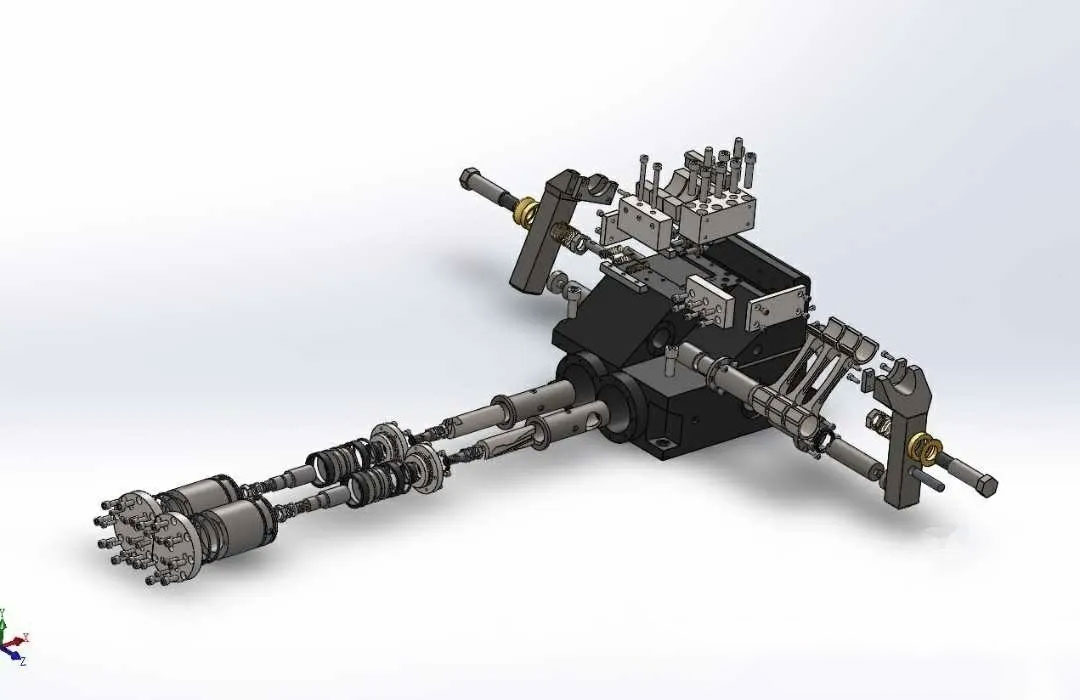
| Unité de positionnement (POST OR UNIT) | Y compris les goupilles de positionnement, les blocs de support, les blocs de limite, etc. | Privilégier le positionnement des trous et éviter le positionnement des surfaces (difficile à traiter) |
| Système de serrage | Cylindres, bras de pression et autres composants de puissance | La force de serrage doit être calculée pour éviter la déformation de la pièce ; les lignes de production automatisées utilisent souvent des systèmes de serrage pneumatiques. |
| Système d'assistance | Table tournante, table coulissante, mécanisme rotatif, etc. | Prévoir un espace de travail pour les pinces de soudage/robots afin de s'adapter aux soudures complexes. |
| Système de contrôle | Système pneumatique/hydraulique avec dispositif de verrouillage de sécurité | Prévenir les erreurs de fonctionnement et assurer la sécurité de la production |
Processus de conception
Analyse du processus : Décomposer le modèle numérique de la carrosserie du véhicule pour déterminer la répartition des points de soudure et le fractionnement du processus (par exemple, plancher/panneaux avant et arrière/assemblage des panneaux latéraux).
Conception structurelle : Utiliser CATIA, UG et d'autres logiciels pour la modélisation paramétrique, et combiner les fichiers MCP (informations sur les points de positionnement) pour concevoir la structure de l'appareil.
Principes clés de conception
Système de référence unifié et conception anti-erreur : Les moules, les outils d'inspection et les montages utilisent le même référentiel de positionnement pour réduire l'accumulation des tolérances, et ajoutent des goupilles de protection contre les erreurs (telles que des goupilles en diamant et des goupilles coniques) et des structures anti-retour pour empêcher le mauvais assemblage des pièces.
Logique de positionnement
Limiter les 6 degrés de liberté de la pièce (3 translations + 3 rotations).
Configuration typique
3 points sur la surface de positionnement principale (limite du mouvement Z + rotation X/Y), 2 points sur la surface de positionnement latérale (limite du mouvement X + rotation Z), et 1 point sur la surface de positionnement finale (limite du mouvement Y).
Gestion des exceptions
Les grandes pièces en tôle fine doivent adopter le principe "N-2-1" (par exemple, 4-2-1) pour éviter que la pièce ne soit déformée par la gravité.
La disposition du point de serrage doit éviter la zone de soudage (≥50mm), et un vérin pneumatique/hydraulique doit être utilisé pour fournir une pression constante.
La surface de contact utilise des matériaux non magnétiques tels que l'alliage de cuivre et le nylon afin d'éviter toute interférence du champ magnétique avec l'arc de soudage.
Utiliser des substrats standardisés (tels que le système de trous EURO)
Unités de positionnement modulaires (telles que les systèmes de changement rapide MHD)
Interface de connexion rapide intégrée gaz/circuit
La production de lignes mixtes de carrosserie doit prendre en charge le changement d'équipement au sein de la chaîne de production. ≤5 minutes:
Optimisation ergonomique
Hauteur de travail : Surface de positionnement 750-1100mm du sol (convient pour le travail debout/assis)
Espace de maintenance : un espace de ≥150 mm est réservé aux boulons à clé, et des rainures indépendantes sont prévues pour les lignes de capteurs.
Soutien à la maintenance prédictive
Les capteurs de vibrations sont intégrés dans les paires de mouvements clés (tels que les rails de guidage et les charnières).
Fournir des indicateurs de port (tels que des anneaux de couleur changeante sur les manches des épingles)
Canal d'extraction des fumées à pression négative (réduit l'adhérence des projections de soudure)
Réservez un espace de sécurité minimal de 15 mm (pour éviter toute instabilité de la trajectoire du robot).
Le renseignement : Combiné avec la conception paramétrique IA (comme le développement de programmes automatisés sur la plateforme CATIA) pour raccourcir le cycle de conception.
Modularité : Une bibliothèque de pièces standard (pinces, cylindres) permet d'accélérer l'assemblage des montages et de réduire les coûts de fabrication.
Les dispositifs de soudage sont essentiellement un exercice d'équilibre entre la précision, l'efficacité et le coût. Avec l'application de nouveaux matériaux (composites renforcés de fibres de carbone) et la technologie de compensation visuelle de l'IA, les futurs montages évolueront vers une "flexibilité adaptative". Toutefois, les principes fondamentaux de conception restent la base pour assurer un soudage précis et stable avec une certitude de fabrication.