Telefon:
+86 13828 600940
Adres fizyczny:
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chiny
Telefon:
+86 13828 600940
Adres fizyczny:
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chiny
Oczywistą cechą uchwytu wiertarki jest to, że jest on wyposażony w tuleję wiertarską do prowadzenia wiertła. Tuleja wiertarska jest instalowana na szablonie wiertarskim. Uchwyt wiertarki jest zwykle nazywany "szablonem wiertarskim".
W zależności od rozmieszczenia otworów do obróbki na obrabianym przedmiocie i rodzaju produkcji obrabianego przedmiotu, przyrząd wiertarski ma różne formy konstrukcyjne, takie jak kolumny stałe, obrotowe, obrotowe, wahadłowe i przesuwne.
Zadaniem tulei wiertarskiej jest pozycjonowanie osi narzędzi, takich jak wiertła i rozwiertaki, zapobiegając ich odchylaniu się podczas obróbki. Tuleje wiertarskie można podzielić na różne typy, w tym stałe, wymienne i szybkowymienne, w zależności od ich przeznaczenia.
(1) Stała tuleja wiertarska
(2) Wymienna tuleja wiertarska
(3) Szybkowymienna tuleja wiertarska
(4) Specjalna tuleja wiertarska
Popularne szablony wiertnicze obejmują cztery typy konstrukcji: stałe, zawiasowe, odłączane i wiszące.
(1) Stały szablon wiercenia
(2) Szablon do wiercenia na zawiasach
(3) Zawieszony szablon wiertniczy
Określenie wymiarów i tolerancji pozycji tulei wiertarskiej
Pozycja tulei wiertarskiej na uchwycie jest zaznaczona na podstawie powierzchni pozycjonującej lub osi elementu pozycjonującego. Wymiar pozycji tulei wiertarskiej jest oparty na średnim wymiarze odpowiedniego wymiaru przedmiotu obrabianego, z tolerancją od 1/2 do 1/5 odpowiedniej tolerancji wymiaru przedmiotu obrabianego. Odchylenia są zaznaczane symetrycznie.
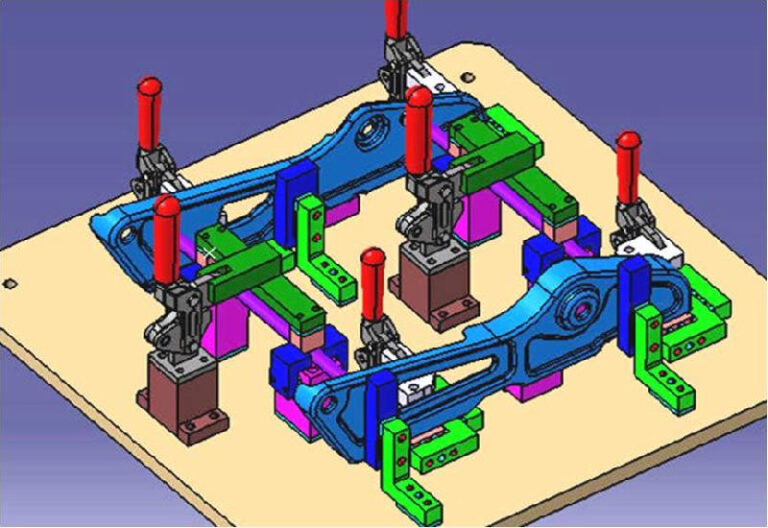
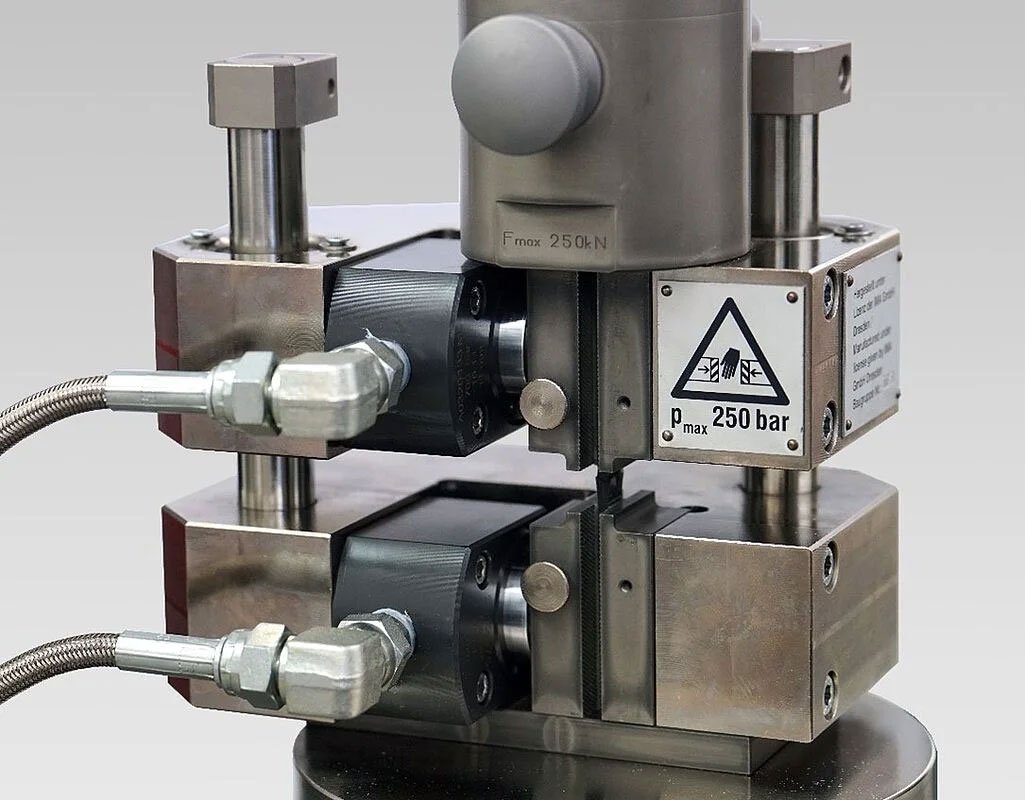
Frezowanie to przerywana operacja cięcia podatna na wibracje. Dlatego też elementy nośne osprzętu frezarki muszą mieć wystarczającą wytrzymałość i sztywność, a mechanizm zaciskowy musi zapewniać wystarczającą siłę zacisku i dobre działanie samoblokujące.
Blok ustawiania narzędzia i klucz ustalający są unikalnymi elementami oprzyrządowania frezarki. Blok ustawiania narzędzia służy do określania położenia frezu względem elementów ustalających oprzyrządowania; klucz ustalający służy do określania położenia oprzyrządowania względem obrabiarki.
Pozycja powierzchni roboczej bloku narzędziowego na uchwycie jest oznaczona na podstawie powierzchni pozycjonującej lub osi elementu pozycjonującego. Wymiar pozycji można obliczyć na podstawie wymiaru procesu i rozmiaru szczelinomierza. Jego tolerancja jest zwykle przyjmowana jako 1/5 do 1/2 odpowiedniej tolerancji wymiaru procesu, a odchylenie jest zaznaczane symetrycznie.
Prawidłowa pozycja uchwytu frezarki względem obrabiarki jest określana przez dwa klucze ustalające zainstalowane w podłużnych rowkach na dolnej powierzchni korpusu uchwytu, które współpracują z rowkami teowymi na stole maszyny. Klucze ustalające mają przekrój prostokątny. Aby zminimalizować błędy pozycjonowania, odległość między dwoma kluczami ustalającymi powinna być jak największa.
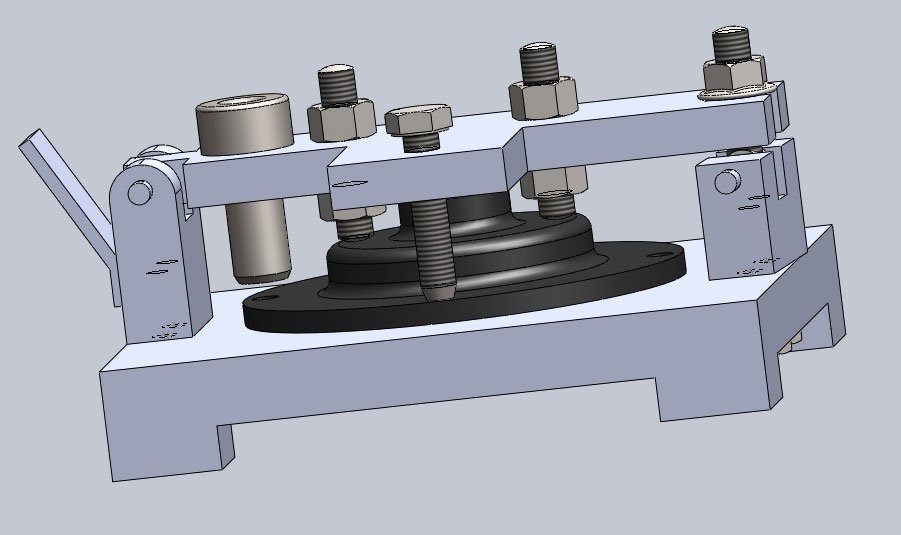
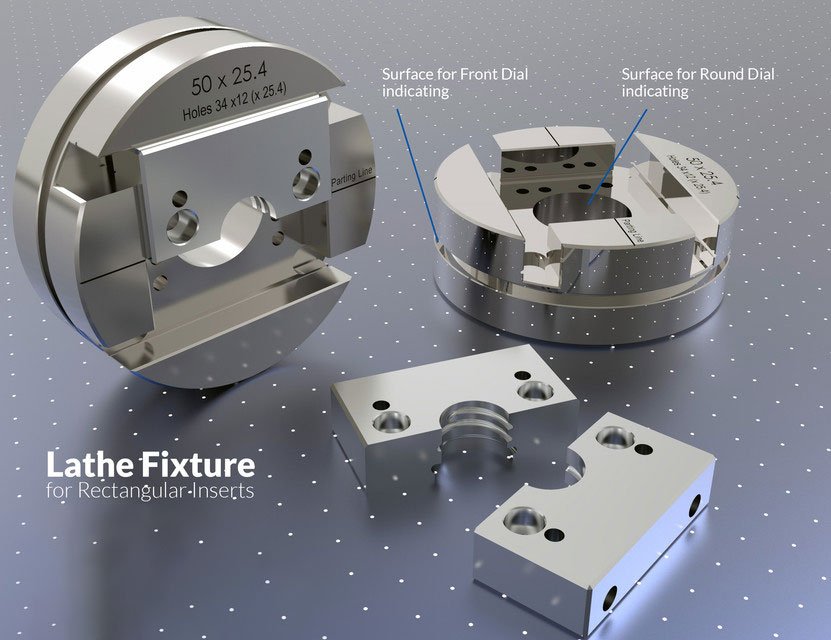
Uchwyty tokarskie są zwykle używane do obróbki obracających się części. Podczas toczenia wrzeciono tokarki wprawia obrabiany przedmiot w ruch obrotowy. Podczas projektowania takich uchwytów należy zwrócić uwagę na bilans masy i kwestie bezpieczeństwa pracy spowodowane obrotem uchwytu.
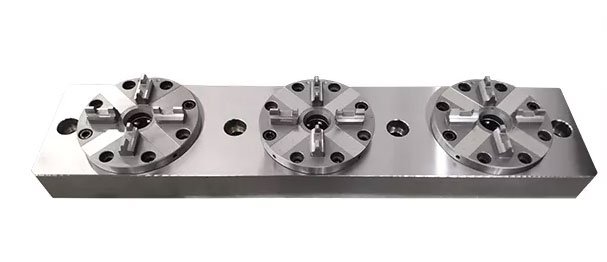
Oprzyrządowanie modułowe to oprzyrządowanie zmontowane z zestawu wstępnie wyprodukowanych standardowych komponentów i zespołów. Po zakończeniu określonego zadania przetwarzania za pomocą urządzenia modułowego, można je łatwo zdemontować. Zużyte komponenty i podzespoły są czyszczone i przechowywane w magazynie do wykorzystania przy następnym montażu oprzyrządowania.
Oprzyrządowanie modułowe jest najbardziej znormalizowanym, zserializowanym i uniwersalnym oprzyrządowaniem wśród oprzyrządowania obrabiarek. Jego podstawowymi cechami są: elastyczna i zmienna struktura, długotrwałe ponowne wykorzystanie komponentów oraz krótki cykl projektowania i montażu.
Wadami modułowego oprzyrządowania są: duży rozmiar, słaba sztywność i duża jednorazowa inwestycja w zakup komponentów i zespołów.
Oprzyrządowanie modułowe jest odpowiednie do obróbki elementów o wysokich wymaganiach dotyczących dokładności pozycjonowania w jednoczęściowej produkcji małoseryjnej i jest często używane w produkcji próbnej nowych produktów oraz do wykonywania tymczasowych zadań zaskakujących.
Przenośne mocowanie to mobilne mocowanie używane na zautomatyzowanych liniach produkcyjnych. Oprócz pozycjonowania i mocowania przedmiotu obrabianego, transportuje on również przedmiot obrabiany wzdłuż przepływu procesu linii produkcyjnej do uchwytów każdej obrabiarki, gdzie jest on pozycjonowany i mocowany.