Telefon:
+86 13828 600940
Adres fizyczny:
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chiny
Telefon:
+86 13828 600940
Adres fizyczny:
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chiny
Uchwyty spawalnicze dla przemysłu motoryzacyjnego to specjalistyczne narzędzia wykorzystywane do zabezpieczania i pozycjonowania części karoserii pojazdu podczas procesu produkcji samochodów. Ich głównym celem jest zapewnienie, że spawane części utrzymują swoją precyzyjną pozycję podczas procesu spawania, gwarantując spójność i niezawodność jakości spawania. Są one ważnym sposobem łączenia części samochodowych, nie tylko określając dokładność i stabilność spawania, ale także bezpośrednio wpływając na wydajność produkcji i jakość produktu.
W przemyśle produkcyjnym uchwyty są szeroko stosowanymi narzędziami o wielu typach, które można z grubsza podzielić na następujące kategorie:
Uniwersalny uchwyt
Imadło do obrabiarek: używane do frezarek/wiertarek, mocujące regularne elementy obrabiane, podzielone na typy mechaniczne i hydrauliczne.
Uchwyt trójszczękowy: mocowanie rdzenia tokarki, automatyczne centrowanie okrągłych przedmiotów obrabianych, dokładność do 0,05 mm
Uchwyt magnetyczny: specjalnie stosowany w szlifierkach, mocuje magnetyczne części metalowe za pomocą pól elektromagnetycznych.
Oprawa specjalna
Kombinowany uchwyt spawalniczy: modułowy system pozycjonowania, odpowiedni do spawania konstrukcji o specjalnych kształtach (takich jak podwozia samochodowe).
Oprzyrządowanie kontrolne (oprzyrządowanie maszyny współrzędnościowej) Używany z trójwymiarową współrzędnościową maszyną pomiarową, w tym z precyzyjnym blokiem V i mechanizmem regulacji.
| Typ urządzenia | Podstawowe funkcje | Typowe scenariusze zastosowań | Właściwości techniczne |
|---|---|---|---|
| Uchwyt pozycjonujący | Ograniczenie stopni swobody przedmiotu obrabianego | Frezujące centrum obróbcze | Zasada pozycjonowania 3-2-1, błąd ±0,01 mm |
| Uchwyt mocujący | Odporność na siły tnące | Wytaczanie ciężkich części | Współczynnik doładowania hydraulicznego ≥1:50 |
| Uchwyt indeksujący | Precyzyjne indeksowanie w kierunku obwodowym | Obróbka kół zębatych/frezowanie wielościanów | Przekładnia ślimakowa, rozdzielczość 0,1° |
| Urządzenie wielofunkcyjne | Modułowa szybka rekonstrukcja | Produkcja małoseryjna i wielowariantowa | Dokładność pozycjonowania otworu ±0,005 mm |
Oprzyrządowanie do obrabiarek CNC
System pozycjonowania punktu zerowego: wyposażony w gniazdo HSK/T, czas wymiany < 30 sekund
Platforma adsorpcji próżniowej: obróbka cienkich płyt o dużej powierzchni (np. wiercenie i frezowanie PCB), stopień próżni ≥ 0,08 MPa
Zautomatyzowane oprzyrządowanie linii produkcyjnej
Chwytak robota: zintegrowany czujnik siły, adaptacyjna regulacja siły chwytania
System wymiany palet: z FMS, dokładność powtarzalności pozycjonowania ±2 μm
Oprzyrządowanie dla przemysłu motoryzacyjnego: Wieloosiowy synchroniczny mechanizm zaciskowy do cylindrów silnika
Osprzęt lotniczy: Rama zapobiegająca deformacji części dźwigara skrzydła ze stopu tytanu
Urządzenie elektroniczne: Precyzyjna platforma wyrównująca dla maszyn do montażu SMT
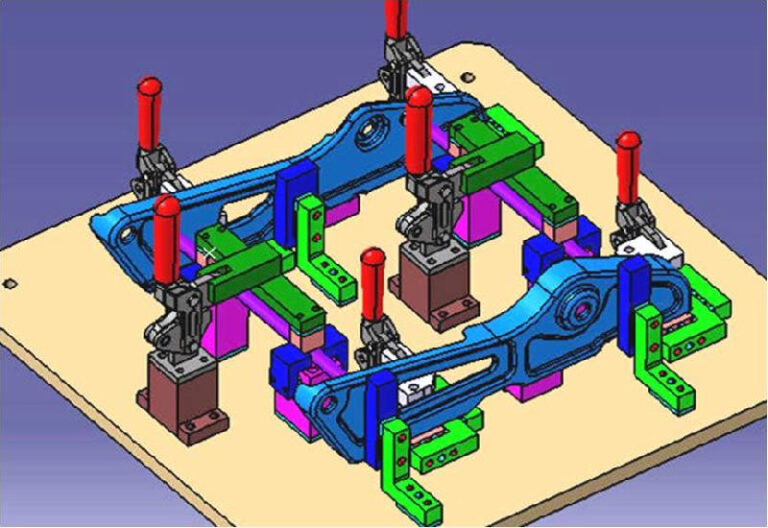
To, o czym mówimy, to jeden z wielu rodzajów uchwytów, samochodowy uchwyt spawalniczy. (Specjalistyczny uchwyt do spawania karoserii samochodowych)
Nadwozie samochodu składa się z ponad 1000 części, z których większość wykonana jest z blachy. Po wytłoczeniu i uformowaniu za pomocą matryc, części te są często łączone ze sobą za pomocą zgrzewania punktowego w celu utworzenia nadwozia w kolorze białym (BW). Podczas spawania każda część musi być zamocowana na swoim miejscu. To narzędzie do pozycjonowania i mocowania nazywane jest przyrządem. Specjalistyczne przyrządy używane w produkcji nadwozi samochodowych nazywane są przyrządami do nadwozi (wyposażenie nadwozi).
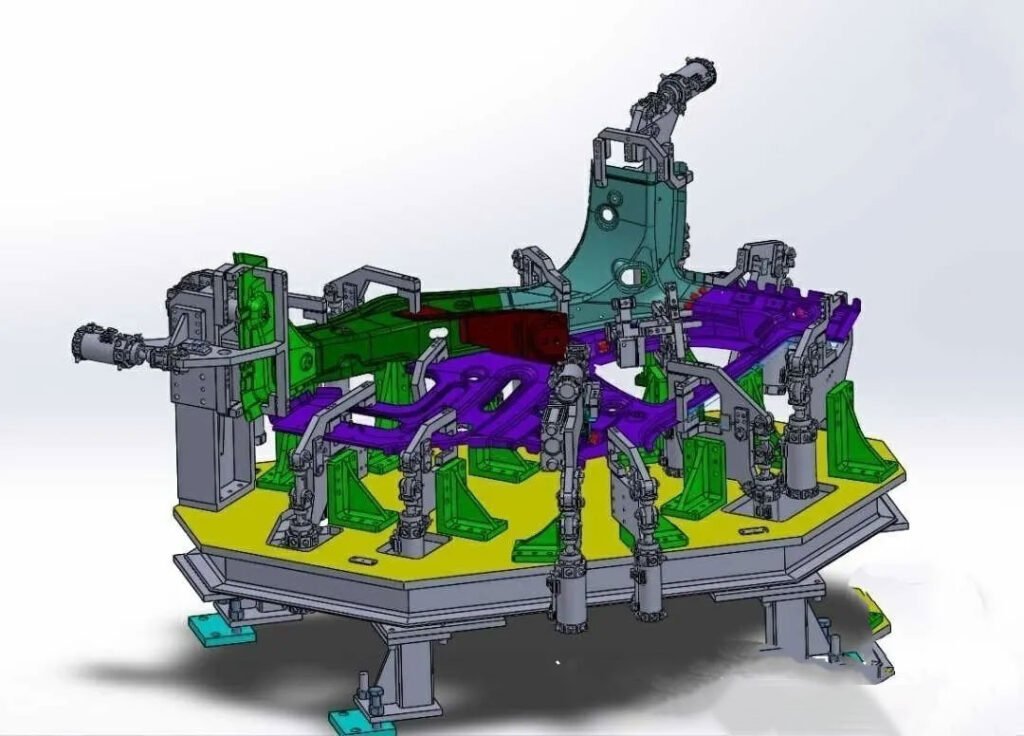
Dzięki skoordynowanemu działaniu sworzni pozycjonujących (sworzni referencyjnych), bloków powierzchni S (powierzchni referencyjnych), ramion zaciskowych i innych elementów na uchwycie, obrabiany przedmiot (część tłoczona lub część montażowa) jest instalowany w pozycji ustawionej przez proces i zaciskany, aby zapobiec przemieszczaniu się obrabianego przedmiotu i zapewnić spójność i stabilność dokładności spawania korpusu.
Pozycjonowanie: Przedmiot obrabiany jest ograniczony w sześciu stopniach swobody w przestrzeni trójwymiarowej za pomocą sworzni pozycjonujących (sworznie okrągłe/sworznie diamentowe), bloków wsporczych (żelaznych lub nylonowych) i innych elementów.
Zaciskanie: Do mocowania przedmiotu obrabianego należy używać cylindra lub ręcznego mechanizmu szybkiego mocowania, aby zapobiec odkształceniom spawalniczym. Liczba punktów mocowania musi odpowiadać wymaganiom spawania i należy unikać deformacji przedmiotu obrabianego spowodowanej siłą mocowania.
Typowe scenariusze: Kluczowe części, takie jak otwory w drzwiach nadwozia pojazdu i otwory w zawieszeniu, wymagają bardzo precyzyjnego pozycjonowania, aby zapewnić jakość późniejszego montażu.
Zmniejsza odkształcenia spawalnicze spowodowane niewystarczającą sztywnością cienkich płyt (grubość 0,7-2,5 mm) i zapewnia dokładne położenie punktu spawania (np. spawanie punktowe, spawanie łukowe, spawanie laserowe itp.)
Niektóre uchwyty mają również funkcję narzędzi kontrolnych, które mogą wykrywać dokładność spawania w poprzednim procesie.
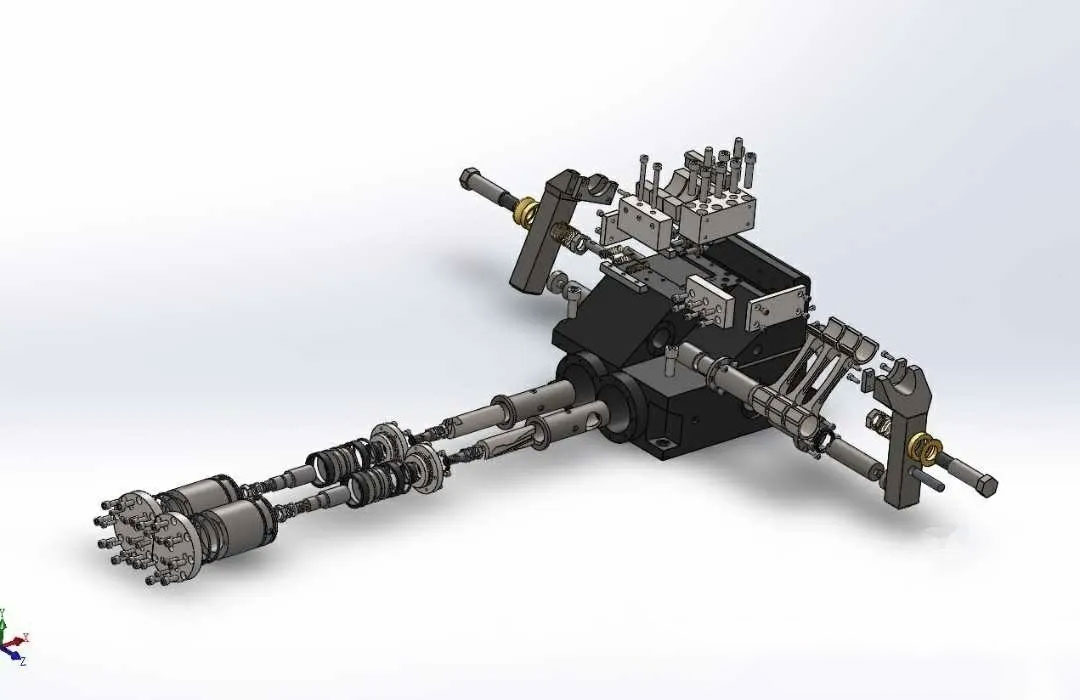
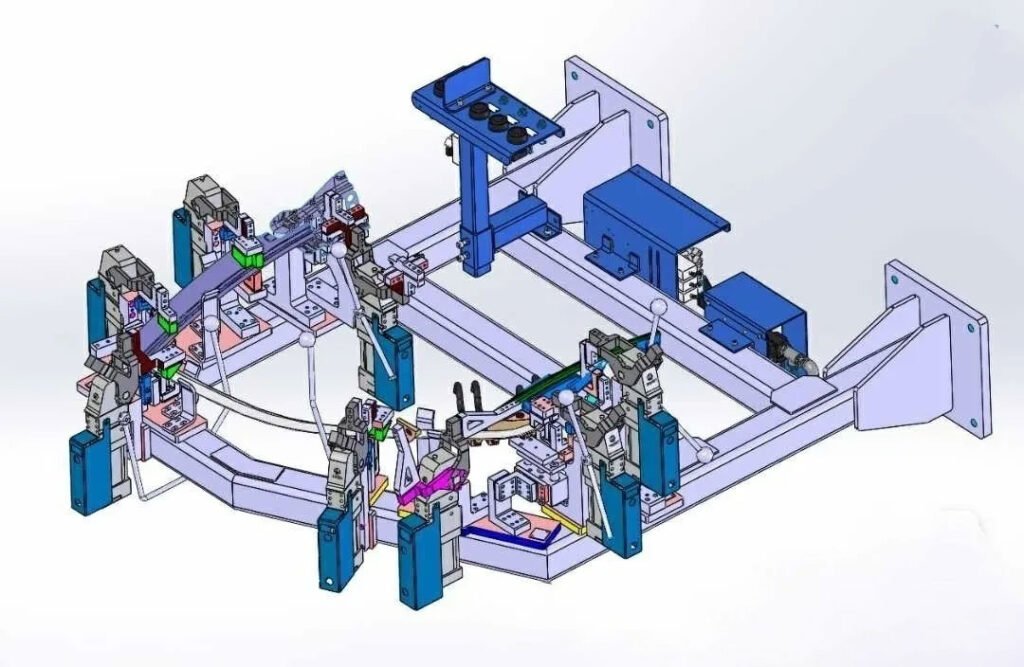
Samochodowe uchwyty spawalnicze zazwyczaj składają się z następujących modułów:
| Komponenty | Funkcja | Wymagania projektowe |
| Płyta podstawy urządzenia (płyta BASE) | Podstawowa platforma obsługująca wszystkie jednostki pozycjonujące/zaciskowe | Płaskość ≤0,1 mm/1000 mm, grawerowanie linii siatki współrzędnych, ustawianie otworów referencyjnych (tolerancja ±0,02 mm) |
| Jednostka pozycjonująca (POST LUB UNIT) | W tym kołki pozycjonujące, bloki podporowe, bloki ograniczające itp. | Priorytetowe pozycjonowanie otworów i unikanie pozycjonowania powierzchni (trudne do przetworzenia) |
| System mocowania | Cylindry, ramiona ciśnieniowe i inne komponenty zasilające | Siła zacisku musi być obliczona, aby zapobiec deformacji przedmiotu obrabianego; zautomatyzowane linie produkcyjne często wykorzystują pneumatykę. |
| System asystenta | Stół obrotowy, stół przesuwny, mechanizm obrotowy itp. | Zapewnienie przestrzeni roboczej dla zacisków spawalniczych/robotów w celu dostosowania do złożonych spoin. |
| System kontroli | Układ pneumatyczno-hydrauliczny z blokadą bezpieczeństwa | Zapobieganie nieprawidłowemu działaniu i zapewnienie bezpieczeństwa produkcji |
Proces projektowania
Analiza procesu: Dekompozycja cyfrowego modelu nadwozia pojazdu w celu określenia rozmieszczenia punktów spawania i podziału procesu (takich jak montaż podłogi/paneli przednich i tylnych/paneli bocznych).
Projektowanie strukturalne: Użyj CATIA, UG i innego oprogramowania do modelowania parametrycznego i połącz pliki MCP (informacje o punkcie pozycjonowania), aby zaprojektować strukturę osprzętu.
Kluczowe zasady projektowania
Ujednolicony układ odniesienia i konstrukcja zabezpieczająca przed błędami: Formy, narzędzia kontrolne i oprzyrządowanie wykorzystują ten sam punkt bazowy pozycjonowania, aby zmniejszyć kumulację tolerancji i dodać kołki zabezpieczające przed błędami (takie jak kołki diamentowe i kołki stożkowe) oraz struktury zapobiegające cofaniu się, aby zapobiec nieprawidłowemu montażowi przedmiotu obrabianego.
Logika pozycjonowania
Ogranicz wszystkie 6 stopni swobody przedmiotu obrabianego (3 przesunięcia + 3 obroty).
Typowa konfiguracja
3 punkty na głównej powierzchni pozycjonującej (ograniczenie ruchu Z + obrót X/Y), 2 punkty na bocznej powierzchni pozycjonującej (ograniczenie ruchu X + obrót Z) i 1 punkt na końcowej powierzchni pozycjonującej (ograniczenie ruchu Y).
Obsługa wyjątków
Duże części z cienkich płyt muszą przyjąć zasadę "N-2-1" (na przykład 4-2-1), aby zapobiec deformacji przedmiotu obrabianego przez grawitację.
Układ punktów mocowania powinien omijać obszar spawania (≥50 mm), a do zapewnienia stałego ciśnienia należy użyć siłownika pneumatycznego/hydraulicznego.
Powierzchnia styku wykorzystuje materiały niemagnetyczne, takie jak stop miedzi i nylon, aby uniknąć zakłóceń pola magnetycznego łuku spawalniczego.
Używanie znormalizowanych podłoży (takich jak system otworów EURO)
Modułowe jednostki pozycjonujące (takie jak systemy szybkiej wymiany MHD)
Zintegrowany interfejs szybkozłącza gazu/obwodu
Mieszana linia produkcyjna karoserii musi obsługiwać przełączanie osprzętu w ramach ≤5 minut:
Ergonomiczna optymalizacja
Wysokość robocza: Powierzchnia pozycjonowania 750-1100 mm od podłoża (odpowiednia do pracy stojącej/siedzącej)
Przestrzeń konserwacyjna: przestrzeń na klucz ≥150 mm jest zarezerwowana dla śrub kluczowych, a dla przewodów czujników przewidziano niezależne rowki.
Wsparcie konserwacji predykcyjnej
Czujniki wibracji są osadzone w kluczowych parach ruchu (takich jak szyny prowadzące i zawiasy).
Wskaźniki zużycia (takie jak zmieniające kolor pierścienie na tulejach szpilek)
Konstrukcja kanału odciągu dymów podciśnieniowych (zmniejsza przywieranie odprysków spawalniczych)
Zachowaj minimalny odstęp bezpieczeństwa wynoszący 15 mm (aby zapobiec drganiom ścieżki robota).
Inteligencja: W połączeniu z projektowaniem parametrycznym AI (takim jak opracowywanie zautomatyzowanych programów na platformie CATIA) w celu skrócenia cyklu projektowania.
Modułowość: Biblioteka standardowych części (zacisków, cylindrów) przyspiesza montaż osprzętu i obniża koszty produkcji.
Oprzyrządowanie spawalnicze jest zasadniczo balansem między precyzją, wydajnością i kosztami. Wraz z zastosowaniem nowych materiałów (kompozyty wzmocnione włóknem węglowym) i technologii kompensacji wizualnej AI, przyszłe uchwyty przejdą w kierunku "adaptacyjnej elastyczności". Jednak podstawowe zasady projektowania pozostają podstawą do zapewnienia dokładnego i stabilnego spawania z pewnością produkcji.