Telefon:
+86 13828 600940
Physische Adresse:
Nr. 8 Liyuan Road, Bogang Community, Shajing Street Baoan District, Shenzhen, China
Telefon:
+86 13828 600940
Physische Adresse:
Nr. 8 Liyuan Road, Bogang Community, Shajing Street Baoan District, Shenzhen, China
Schweißvorrichtungen für die Automobilindustrie sind Spezialwerkzeuge, die zur Befestigung und Positionierung von Karosserieteilen während des Automobilherstellungsprozesses verwendet werden. Ihr Hauptzweck besteht darin, sicherzustellen, dass die geschweißten Teile während des Schweißvorgangs ihre genaue Position beibehalten, um eine gleichbleibende und zuverlässige Schweißqualität zu gewährleisten. Sie sind ein wichtiges Mittel zur Verbindung von Kraftfahrzeugteilen und bestimmen nicht nur die Schweißgenauigkeit und -stabilität, sondern wirken sich auch direkt auf die Effizienz der Produktion und die Produktqualität aus.
In der Fertigungsindustrie sind Vorrichtungen weit verbreitete Werkzeuge, die sich grob in die folgenden Kategorien einteilen lassen:
Universal-Halterung
Schraubstock für Werkzeugmaschinen: wird für Fräsmaschinen/Bohrmaschinen verwendet und spannt regelmäßige Werkstücke ein, unterteilt in mechanische und hydraulische Typen.
Dreibackenfutter : Drehkernaufnahme, automatische Zentrierung kreisförmiger Werkstücke, Genauigkeit innerhalb 0,05mm
Magnetische Spannvorrichtung: speziell für Schleifmaschinen verwendet, fixiert sie magnetische Metallteile durch elektromagnetische Felder.
Besondere Vorrichtung
Schweißkombinationsvorrichtung: modulares Positionierungssystem, geeignet für das Schweißen von Strukturen mit besonderen Formen (z. B. Fahrzeugrahmen)
Inspektionsvorrichtung (CMM-Vorrichtung) : verwendet mit dreidimensionaler Koordinatenmessmaschine, einschließlich Präzisionsprisma und Einstellmechanismus.
| Vorrichtungsart | Wesentliche Merkmale | Typische Anwendungsszenarien | Technische Merkmale |
|---|---|---|---|
| Positionierung der Halterung | Begrenzung der Freiheitsgrade des Werkstücks | Fräs-Bearbeitungszentrum | 3-2-1 Positionierungsregel, Fehler ±0,01mm |
| Einspannvorrichtung | Widerstand gegen Schnittkräfte | Bohren schwerer Teile | Hydraulisches Verstärkungsverhältnis ≥1:50 |
| Indexierungsvorrichtung | Präzise Indexierung in Umfangsrichtung | Zahnradbearbeitung/Polyederfräsen | Schneckengetriebe, Auflösung 0,1° |
| Kombinationsbefestigung | Modularer schneller Wiederaufbau | Kleinserien- und Mehrsortenproduktion | Positioniergenauigkeit der Bohrung ±0,005mm |
Vorrichtungen für CNC-Werkzeugmaschinen
Nullpunkt-Positionierungssystem: ausgestattet mit HSK/T-Nut, Umrüstzeit < 30 Sekunden
Vakuum-Adsorptionsplattform: großflächige Dünnblechbearbeitung (wie Bohren und Fräsen von Leiterplatten), Vakuumgrad ≥ 0,08MPa
Automatisierte Vorrichtungen für Produktionslinien
Robotergreifer: integrierter Kraftsensor, adaptive Anpassung der Greifkraft
Palettenwechselsystem: mit FMS, Wiederholgenauigkeit der Positionierung ±2μm
Werkzeuge für die Automobilindustrie: Mehrachsiger synchroner Spannmechanismus für Motorenzylinder
Luftfahrteinrichtung: Anti-Verformungsrahmen für Flügelholme aus Titanlegierung
Elektronische Halterung: Präzisionsausrichtungsplattform für SMT-Bestückungsautomaten
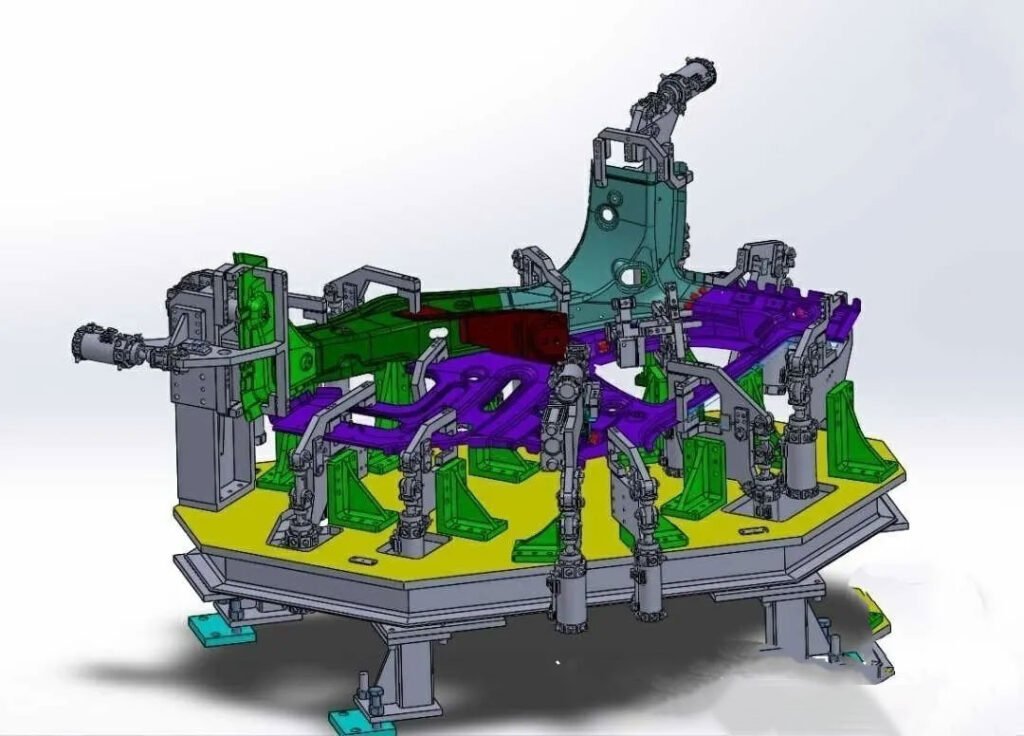
Es handelt sich um eine der vielen Arten von Vorrichtungen, die Schweißvorrichtungen für die Automobilindustrie. (Spezialisierte Vorrichtung für das Schweißen von Rohkarosserien)
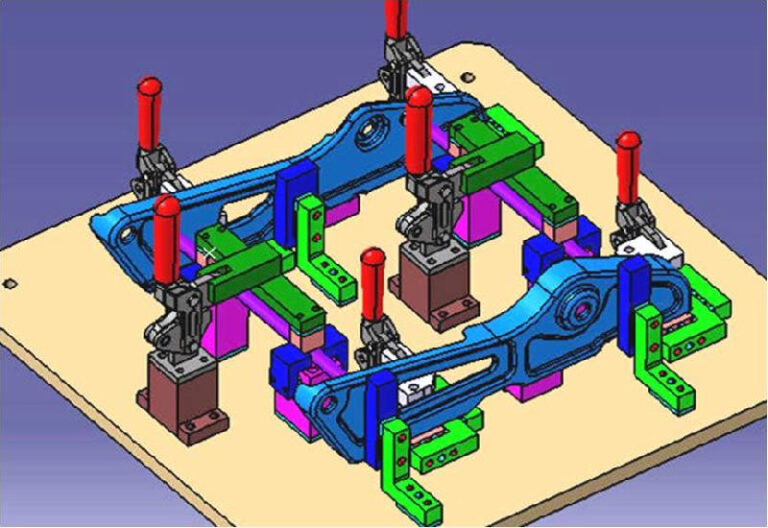
Eine Automobilkarosserie besteht aus über 1.000 Teilen, von denen die meisten aus Blech gefertigt sind. Nach dem Stanzen und Formen mit Hilfe von Matrizen werden diese Teile oft durch Punktschweißen zu einer Rohkarosserie zusammengefügt. Während des Schweißens muss jedes Teil an seinem Platz fixiert werden. Dieses Positionierungs- und Befestigungswerkzeug wird als Schablone bezeichnet. Spezielle Vorrichtungen, die im Karosseriebau verwendet werden, nennt man Karosserievorrichtungen (Body Jigs).
Durch das koordinierte Zusammenwirken von Positionierstiften (Referenzstiften), S-Flächenblöcken (Referenzflächen), Spannarmen und anderen Komponenten der Vorrichtung wird das Werkstück (Stanz- oder Montageteil) in der durch den Prozess vorgegebenen Position installiert und eingespannt, um eine Bewegung des Werkstücks zu verhindern und die Konsistenz und Stabilität der Schweißgenauigkeit der Karosserie zu gewährleisten.
Positionierung: Das Werkstück wird in seinen sechs Freiheitsgraden im dreidimensionalen Raum durch Positionierstifte (Rundstifte/Diamantstifte), Stützblöcke (Eisen oder Nylon) und andere Komponenten eingeschränkt.
Klemmen: Verwenden Sie zum Fixieren des Werkstücks einen Zylinder oder einen manuellen Schnellspannmechanismus, um Verformungen beim Schweißen zu vermeiden. Die Anzahl der Spannstellen muss den Schweißanforderungen entsprechen, und die durch die Spannkraft verursachte Verformung des Werkstücks muss vermieden werden.
Typische Szenarien: Schlüsselteile wie Türöffnungen in der Karosserie und Aufhängungsbohrungen erfordern eine hochpräzise Positionierung, um die Qualität der späteren Montage zu gewährleisten.
Verringert die durch unzureichende Steifigkeit von dünnen Blechen (Dicke 0,7-2,5 mm) verursachte Verformung beim Schweißen und gewährleistet eine genaue Positionierung der Schweißpunkte (z. B. Punktschweißen, Lichtbogenschweißen, Laserschweißen usw.).
Einige Vorrichtungen haben auch die Funktion von Prüfwerkzeugen, mit denen die Schweißgenauigkeit des vorherigen Prozesses ermittelt werden kann.
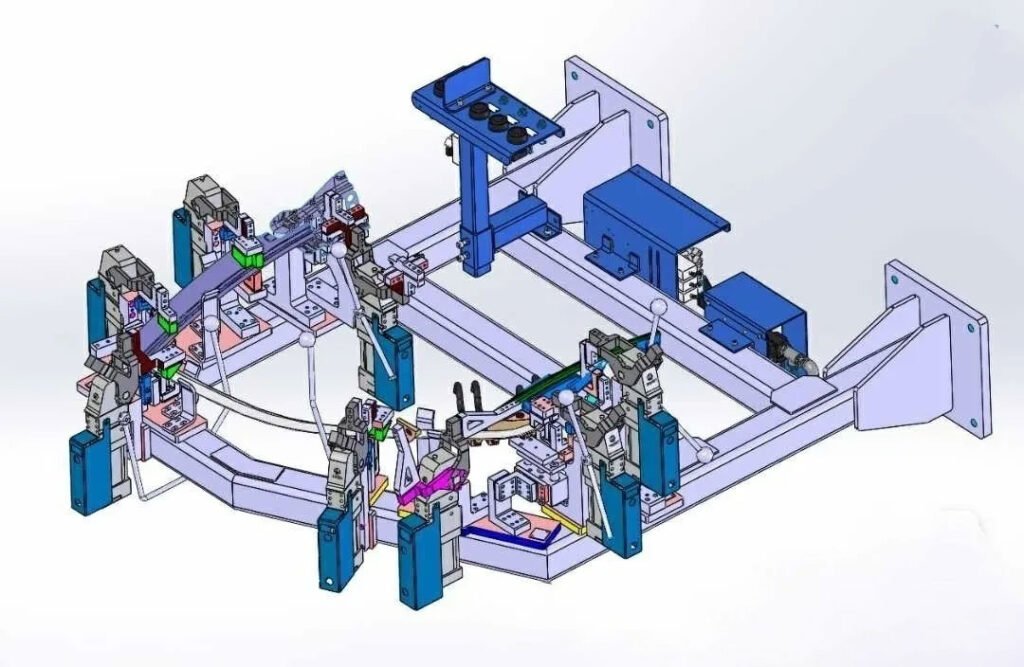
Schweißvorrichtungen für Kraftfahrzeuge bestehen in der Regel aus den folgenden Modulen:
| Komponenten | Funktion | Anforderungen an die Gestaltung |
| Grundplatte der Halterung (BASE-Platte) | Basisplattform, die alle Positionier-/Spanneinheiten trägt | Ebenheit ≤0,1mm/1000mm, Gravieren von Koordinatengitterlinien, Setzen von Referenzbohrungen (Toleranz ±0,02mm) |
| Positionierungseinheit (POST OR UNIT) | Einschließlich Positionierungsstifte, Stützblöcke, Begrenzungsblöcke, usw. | Bevorzugen Sie die Positionierung von Löchern und vermeiden Sie die Positionierung von Oberflächen (schwierig zu verarbeiten) |
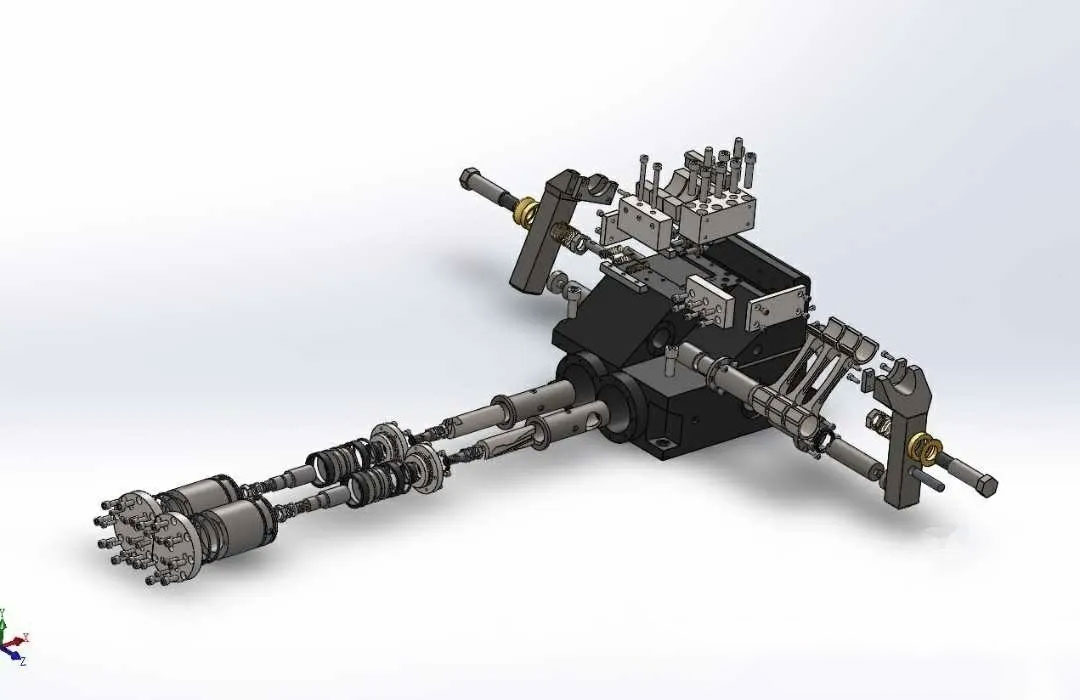
| Klemmsystem | Zylinder, Druckarme und andere Leistungskomponenten | Die Spannkraft muss so berechnet werden, dass eine Verformung des Werkstücks verhindert wird; in automatisierten Produktionslinien werden häufig pneumatische |
| Assistenzsystem | Drehtisch, Schiebetisch, Drehvorrichtung, etc. | Bereitstellung von Arbeitsraum für Schweißzangen/Roboter zur Anpassung an komplexe Schweißnähte |
| Kontrollsystem | Pneumatisches/hydraulisches System mit Sicherheitsverriegelung | Verhinderung von Fehlbedienungen und Gewährleistung der Produktionssicherheit |
Entwurfsprozess
Prozessanalyse: Zerlegen Sie das digitale Modell der Fahrzeugkarosserie, um die Verteilung der Schweißpunkte und die Prozessaufteilung zu bestimmen (z. B. Boden/Vorder- und Rückwand/Seitenwandmontage).
Struktureller Entwurf: Verwenden Sie CATIA, UG und andere Software für die parametrische Modellierung und kombinieren Sie MCP-Dateien (Positionierungspunktinformationen), um die Vorrichtungsstruktur zu entwerfen.
Wichtige Gestaltungsprinzipien
Einheitlicher Bezugspunkt und fehlersichere Konstruktion: Formen, Prüfwerkzeuge und Vorrichtungen verwenden denselben Positionierungsnullpunkt, um die Toleranzakkumulation zu verringern, und fügen Fehlerschutzstifte (z. B. Diamantstifte und konische Stifte) und Rücklaufsperren hinzu, um eine Fehlmontage des Werkstücks zu verhindern.
Logik der Positionierung
Begrenzen Sie alle 6 Freiheitsgrade des Werkstücks (3 Translationen + 3 Rotationen).
Typische Konfiguration
3 Punkte auf der Hauptpositionierfläche (Begrenzung der Z-Bewegung + X/Y-Drehung), 2 Punkte auf der Seitenpositionierfläche (Begrenzung der X-Bewegung + Z-Drehung) und 1 Punkt auf der Endpositionierfläche (Begrenzung der Y-Bewegung).
Behandlung von Ausnahmen
Große dünne Blechteile müssen nach dem "N-2-1"-Prinzip (z. B. 4-2-1) bearbeitet werden, um zu verhindern, dass das Werkstück durch die Schwerkraft verformt wird.
Die Anordnung der Spannstellen sollte den Schweißbereich (≥50mm) vermeiden, und es sollte ein Luftzylinder/Hydraulikzylinder verwendet werden, um einen konstanten Druck zu gewährleisten.
Für die Kontaktfläche werden nichtmagnetische Materialien wie Kupferlegierungen und Nylon verwendet, um Magnetfeldinterferenzen mit dem Schweißlichtbogen zu vermeiden.
Verwendung standardisierter Substrate (z. B. EURO-Lochsystem)
Modulare Positioniereinheiten (z. B. MHD-Schnellwechselsysteme)
Gas/Kreislauf integrierte Schnellverbindungsschnittstelle
Die Produktion von gemischten Karosserielinien muss den Wechsel von Vorrichtungen innerhalb ≤5 Minuten:
Ergonomische Optimierung
Arbeitshöhe: Aufstellfläche 750-1100mm vom Boden (geeignet für stehende/sitzende Arbeit)
Platz für Wartungsarbeiten: ≥150 mm Platz für Schlüsselschrauben und unabhängige Rillen für Sensorleitungen.
Unterstützung bei der vorausschauenden Wartung
Schwingungssensoren sind in wichtige Bewegungspaare (wie Führungsschienen und Scharniere) eingebettet
Bereitstellung von Verschleißindikatoren (z. B. farblich wechselnde Ringe an den Nadelhülsen)
Unterdruck-Absaugkanal (reduziert das Anhaften von Schweißspritzern)
Reservieren Sie einen Sicherheitsabstand von mindestens 15 mm (um ein Zittern der Roboterbahn zu verhindern).
Intelligenz: Kombiniert mit parametrischer KI (z. B. Entwicklung automatisierter Programme auf der CATIA-Plattform) zur Verkürzung des Designzyklus.
Modularität: Eine Bibliothek von Standardteilen (Klemmen, Zylinder) beschleunigt die Montage von Vorrichtungen und reduziert die Herstellungskosten.
Schweißvorrichtungen sind im Wesentlichen ein Balanceakt zwischen Präzision, Effizienz und Kosten. Mit dem Einsatz neuer Werkstoffe (kohlenstofffaserverstärkte Verbundwerkstoffe) und der KI-Technologie zur visuellen Kompensation werden sich zukünftige Vorrichtungen in Richtung "adaptive Flexibilität" entwickeln. Die grundlegenden Konstruktionsprinzipien bleiben jedoch die Basis für ein genaues und stabiles Schweißen mit Fertigungssicherheit.