Telefon:
+86 13828 600940
Adres fizyczny:
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chiny
Telefon:
+86 13828 600940
Adres fizyczny:
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chiny

Oprzyrządowanie spawalnicze to zbiór specjalnych urządzeń i narzędzi testowych wykorzystywanych do oceny dokładności wymiarowej, tolerancji geometrycznej i jakości spawania konstrukcji spawanych. Ich podstawową funkcją jest zapewnienie, że spawane części spełniają wymagania projektowe i zapewniają kontrolę jakości w produkcji inżynieryjnej. Kształt sprawdzianu musi być frezowany zgodnie z danymi CAD części, które mogą odzwierciedlać wszystkie parametry części i przeprowadzać kontrolę jakościową części. W przypadku niektórych niezwykle ważnych wymiarów funkcjonalnych części, miernik może być również używany do kontroli numerycznej. Służy do sprawdzania kształtu części, linii przycinania, linii zagięcia i pozycji otworów. Jako pomost łączący specyfikacje projektowe i praktyki produkcyjne, mierniki spawalnicze integrują precyzyjną technologię pomiarową, analizę mechaniki materiałów i cyfrowe metody kontroli jakości i są szeroko stosowane w zaawansowanych dziedzinach produkcji, takich jak samochody, lotnictwo, statki i urządzenia energetyczne.

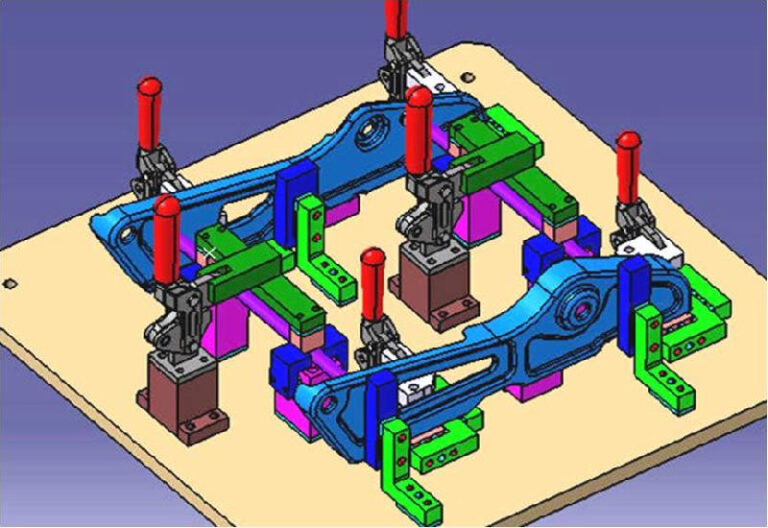
Podstawowa struktura urządzenia: Oprzyrządowanie składa się ze stołu, wspornika, płyty L, sworznia referencyjnego, powierzchni referencyjnej, mechanizmu mocującego (cylinder, ramię mocujące, blok ograniczający w kształcie litery U) itp.
Rolą uchwytu spawalniczego w produkcji karoserii samochodowych jest zainstalowanie przedmiotu obrabianego (części tłoczonej lub części montażowej) w pozycji ustalonej przez proces i dokręcenie go poprzez skoordynowane działanie kołków pozycjonujących (kołków referencyjnych), bloków powierzchni S (powierzchni referencyjnych), ramion zaciskowych i innych elementów na uchwycie, aby zapobiec przesuwaniu się i przemieszczaniu przedmiotu obrabianego, zapewniając w ten sposób spójność i stabilność dokładności spawania karoserii samochodowej.
Sprawdź szkielet urządzenia i podzielony korpus: 1) Żywica: Żywica o dobrej powierzchni i odporności na zużycie, wzmocniona włóknem szklanym w celu nadania jej odpowiedniej wytrzymałości. 2) Stal.
Konstrukcja wzmacniająca ramę pomiarową: Po wykonaniu konstrukcji z rur stalowych należy przeprowadzić odpowiednią obróbkę cieplną w celu wyeliminowania naprężeń wewnętrznych. Konstrukcja miernika powinna mieć wystarczającą wytrzymałość i nie powinna powodować odkształceń podczas normalnego użytkowania.

1) Części gotowego produktu, które wymagają precyzji i metody potwierdzania precyzji
2) Znaczenie wymogów dokładności
3) Rozważ odkształcenie gotowego produktu podczas tłoczenia.
4) Powinien być łatwy w użyciu, łatwy do wykonania i opłacalny.
5) Ogólna struktura jest solidna i niełatwa do odkształcenia.
1) Znajomość technologii modeli cyfrowych i produktów
2) Określenie konstrukcji urządzenia kontrolnego
3) Projekt jest przedstawiany w formie szkicu, zawierającego następujące informacje: metoda pozycjonowania, lokalizacja otworu, metoda wykrywania granic (cięcie lub rysowanie), szczęki mocujące i ogólna lokalizacja powierzchni pozycjonującej.
4) Po dokonaniu przeglądu przeprowadzane jest modelowanie 3D oprzyrządowania kontrolnego: struktura powierzchni i części funkcjonalne są rozmieszczane zgodnie z informacjami dostarczonymi przez model cyfrowy.
5) Szczegółowe rysunki projektowe i modele 3D
6) Rozmieszczenie urządzenia pozycjonującego
W zależności od rozmiaru części stosowane są różne metody pozycjonowania. W przypadku więcej niż 2 otworów stosowane jest pozycjonowanie kołkowe. W przypadku 1 otworu stosowane jest pozycjonowanie kołkowe i pozycjonowanie z zerową powierzchnią. W przypadku braku otworu stosowane jest pozycjonowanie czołowe. Urządzenie mocujące może wykorzystywać standardowe szczęki lub silne magnesy.
Krótko mówiąc, projekt oprzyrządowania kontrolnego musi opierać się na znajomości procesu tłoczenia. Odsunięta zakrzywiona powierzchnia jest punktem odniesienia dla obróbki CNC. W przypadku bardzo złożonych części tłoczonych, gdy model cyfrowy nie może być przesunięty, do odwrotnego skanowania punktów i układania powierzchni w celu uzyskania powierzchni morfologicznej stosuje się trójwspółrzędny przyrząd pomiarowy.

1) Kwalifikowana dokładność
2) Struktura urządzenia kontrolnego jest rozsądna
3) Wybór materiału spełnia wymagania
4) Malowanie jest zgodne ze specyfikacją
5) Wyraźne znaki i oznaczenia
6) Wypełnić dodatkowe dokumenty
| Powierzchnia pomiarowa/przedmiot | Zakres tolerancji/wymagania |
|---|---|
| Kształt części i funkcjonalna powierzchnia pomiarowa (szczelina 5 mm, równoległość płyty podstawy) | 0.1/1000 |
| Powierzchnia | ±0.1 |
| Równoległość i prostopadłość płaszczyzny podstawy | ±0.5/1000 |
| Wszystkie formowane powierzchnie (powierzchnie niepomiarowe) | ±0,2, 0,05/1000 (Uwaga: mogą istnieć dwa różne wymagania dotyczące tolerancji, które należy potwierdzić w oparciu o konkretne okoliczności) |
| Położenie otworu sworznia inspekcyjnego | ±0.05 |
| Pozycja otworu w podstawie | ±0.05 |
| Pozycja otworu do rysowania | ±0.15 |
| Względny błąd pozycjonowania między otworami bazowymi | 0.03 |
| Otwór pozycjonujący RPS i pozycja sworznia | ±0.05 |
| Średnica otworu do trasowania | ±0.2 |
| Powierzchnia RPS, powierzchnia nośna | +0.10 |
| Wizualna pozycja otworu | ±0.2 |
| Zakrzywiona powierzchnia pomiarowa | ±0.15 |
| Wizualna średnica otworu | ±0.2 |
| Zewnętrzna powierzchnia pomiarowa konturu części (powierzchnia zlicowana) lub linia | ±0,1, 0,1/1000 (Uwaga: w tym przypadku mogą obowiązywać różne wymagania dotyczące tolerancji dla różnych powierzchni lub linii pomiarowych) |
| Błąd pozycji linii siatki względem punktu odniesienia | 0.1/1000 |
| Miernik kształtu lub suwmiarka | ±0.15 |
Kontrola i akceptacja narzędzi kontrolnych obejmuje kontrolę dokładności, przegląd wyglądu i funkcjonalności oraz kontrolę i akceptację dodatkowych dokumentów i opakowań.
1) Wykrywanie dokładności
2) Kontrola wyglądu i funkcjonalności
3) Akceptacja dodatkowych dokumentów
1) Kontrola przenośnej współrzędnościowej maszyny pomiarowej 3D
2) Kontrola współrzędnościowej maszyny pomiarowej 3D typu Gantry
3) Ręczne wykrywanie trzech współrzędnych

1) Utrzymywać stół w czystości, wolny od żużlu spawalniczego, plam oleju, kurzu, oparzeń bocznikowych lub śladów uderzeń, linie skali współrzędnych są wyraźne i kompletne, a operacja gwintowania jest wykonywana ściśle na stole.
2) Regularnie sprawdzaj podporę i dokręcaj śruby łączące oraz nakrętki blokujące śruby, a także regularnie sprawdzaj i reguluj poziom stołu.
3) Regularnie sprawdzać dokręcenie śrub płyty L (najlepiej zaznaczyć je markerem) i regularnie sprawdzać, czy sworznie pozycjonujące nie są poluzowane lub czy nie wypadły.
4) Regularnie sprawdzaj powierzchnię referencyjnąDokręć śruby łączące (najlepiej zaznaczyć markerem) i regularnie sprawdzaj, czy kołki pozycjonujące są luźne lub wypadają; utrzymuj powierzchnię w czystości, bez oparzeń bocznikowych, nierówności i zabrudzeń żużlem spawalniczym; szczelina z przedmiotem obrabianym w stanie zaciśniętym jest mniejsza niż 0,1 mm.
5) Pin referencyjny
① Na powierzchni sworznia referencyjnego nie ma śladów wypalenia bocznika ani zabrudzeń żużlem spawalniczym.
② Ruchoma część prowadząca sworznia powinna być dobrze nasmarowana.
③ Przeprowadzać codzienne i regularne kontrole stanu zużycia i montażu sworzni pozycjonujących;
6) Mechanizm zaciskowy
①. Wypukłe i wklęsłe elementy bloku ograniczającego w kształcie litery U powinny być dokręcone niezawodnie bez poluzowania, a żużel spawalniczy i pył powinny być przymocowane do powierzchni ogranicznika; w stanie dokręcenia wypukłe i wklęsłe elementy ramienia zaciskowego (lub ramienia wahadłowego) nie powinny być przemieszczane względem siebie podczas pchania ręką (jeśli występuje przemieszczenie, należy dodatkowo sprawdzić pasujący luz między powierzchniami ogranicznika (za pomocą szczelinomierza). Jeśli luz wynosi ≥ 0,1 mm, należy go wymienić. )
② Podczas pracy należy unikać kolizji między uchwytem spawalniczym (lub przedmiotem obrabianym) a zaciskiem, aby uniknąć odkształcenia ramienia zacisku; unikać bezpośredniego kontaktu między uchwytem spawalniczym a zespołem zacisku, aby uniknąć poparzenia zespołu zacisku; do powierzchni zacisku nie powinien przywierać żużel spawalniczy; śruby łączące każdej części ramienia zacisku powinny być solidnie dokręcone, a sworzeń zawiasu powinien być dobrze nasmarowany; należy przeprowadzać codzienne kontrole w celu sprawdzenia stanu zaciśnięcia ramienia zacisku. W stanie zaciśniętym, użyj dłoni, aby przesunąć ramię zacisku od góry i od dołu oraz w lewo i w prawo. Jeśli występuje jakikolwiek luz, należy dodatkowo sprawdzić stan innych elementów mechanizmu zaciskowego, aby zapewnić niezawodność zacisku.
7) Pneumatyczny triplex
Podczas codziennej kontroli należy sprawdzić, czy na dnie zbiornika nie nagromadził się płyn lub osad (pył). W dowolnym momencie należy opróżnić zbiornik filtra z nagromadzonego materiału. Zablokowanie elementu filtrującego spowoduje spadek ciśnienia. Element filtrujący powinien być regularnie demontowany i czyszczony przed wymianą, aby zachować przejrzystość i czystość wewnątrz i na zewnątrz zbiornika (Uwaga: podczas demontażu i czyszczenia zbiornika filtra źródło sprężonego powietrza musi być wyłączone).
Ciśnienie robocze obwodu powietrza urządzenia nie może być dowolnie regulowane, pokrętło regulacji zaworu redukcyjnego ciśnienia powinno być zablokowane; manometr powinien być czuły i dokładny.
Urządzenie do wytwarzania mgły olejowej musi wykorzystywać specjalny gazowy olej smarowy: wydajność oleju musi być odpowiednio dostosowana. Zbyt duży wydatek oleju nie tylko spowoduje straty, ale także zanieczyści środowisko. Zbyt mała ilość oleju spowoduje słabe smarowanie i uszkodzenie sprzętu. Ogólnie rzecz biorąc, cylinder musi produkować jedną kroplę oleju co 30±5 ruchów. Regularnie czyść i konserwuj, aby utrzymać czystość i przezroczystość wewnątrz i na zewnątrz kubka, czystą skalę i brak plam oleju. Uzupełniaj olej na czas, aby upewnić się, że poziom oleju w kubku znajduje się powyżej dolnej linii skali.
8) Zawór obsługiwany ręcznie
Przycisk powinien być łatwy w obsłudze, resetować się szybko i całkowicie, i nie powinno być wycieku powietrza.
9) Zawór podróżny
Śruby mocujące zaworu przesuwu i krzywki muszą być dokręcone pewnie i bez luzów; gdy krzywka naciska dźwignię rolki, zawór musi być całkowicie otwarty bez zbyt mocnego nacisku; podczas odłączania musi być kompletny i dokładny, a nie w połowie odłączony; trzpień zaworu musi być zresetowany z wyczuciem i na miejscu.
10) Cylinder
Podczas pracy należy unikać kolizji i rozbieżności między uchwytem spawalniczym (lub przedmiotem obrabianym) a cylindrem i akcesoriami; w cylindrze nie powinno być wycieków ani przedmuchiwania gazu, w przeciwnym razie nie będzie on mocno zaciśnięty lub dodany na miejscu; nakrętki blokujące zaworu dławiącego i zaworu buforowego na cylindrze powinny być dobrze dokręcone; sprężone powietrze musi być czyste i zawierać wystarczającą ilość mgły olejowej, aby zapewnić dobre smarowanie cylindra.
11) Zawór dławiący
Po prawidłowym zainstalowaniu i debugowaniu przepustnicy należy dokręcić nakrętkę blokującą. Należy przeprowadzać codzienne kontrole w celu sprawdzenia dokręcenia i ponownego wyregulowania w razie potrzeby, aby uniknąć kolizji między zaciskiem spawalniczym (lub przedmiotem obrabianym) a korpusem zaworu.
1) Miernik spoiny: porównanie wysokości spoiny i rozmiaru nogi spoiny za pomocą znormalizowanych szablonów (takich jak norma ISO 17637), z typową dokładnością ±0,1 mm.
2) Detektor konturu: Wykorzystuje sondę stykową do pomiaru chropowatości powierzchni spoiny i może wykrywać wady, takie jak podcięcie i zapadnięcie.
3) Kompensator skurczu spawalniczego: przewiduje odkształcenie spawalnicze w oparciu o współczynnik rozszerzalności cieplnej materiału i służy do kompensacji projektu oprzyrządowania.

1) Laserowy skaner profilowy: wykorzystuje zasadę triangulacji do rekonstrukcji trójwymiarowego kształtu spoiny z rozdzielczością 0,01 mm (np. seria Keyence LJ-V7000).
2) Przemysłowe wykrywanie CT: tomografia rentgenowska służy do wykrywania wewnętrznych porów, niewykorzystanych i innych wad, z czułością wykrywania ≤Φ0,3 mm
3) Ultradźwiękowy układ fazowy (PAUT): Wieloukładowa matryca umożliwia skanowanie całego przekroju spoin i może identyfikować wady na poziomie 0,5 mm głębokości.
1) System wizyjny: Klasyfikacja wad spawalniczych oparta na algorytmach głębokiego uczenia (takich jak YOLOv5), z szybkością rozpoznawania ≤50 ms/ramkę.
2) Urządzenie monitorujące online: Integruje wykrywanie łuku, analizę spektralną i inne technologie w celu monitorowania wtopienia spawalniczego i parametrów wejściowych ciepła w czasie rzeczywistym.
3) Cyfrowa platforma wykrywania bliźniaków: Przewidywanie odkształceń spawalniczych poprzez wirtualną symulację, z błędem ≤3% w porównaniu z fizycznymi danymi wykrywania.
| Przemysł | Typowe obiekty testowe | Kluczowe parametry testu | Standardy techniczne |
|---|---|---|---|
| Motoryzacja | Nadwozie z białym spawem punktowym/spawaniem laserowym | Średnica punktu spawania ≥4mm Wytrzymałość rdzenia spawalniczego ≥800N | ISO 14273 VW 01103 |
| Lotnictwo i kosmonautyka | Spawanie wiązką elektronów stopów tytanu | Porowatość ≤ 0,5% Odchylenie głębokości topnienia ± 0,2 mm | AMS 2680 NAS 410 |
| Urządzenia energetyczne | Spawanie obwodu rury | Niewspółosiowość ≤1,5 mm Wysokość resztkowa 0-3 mm | ASME B31.3 API 1104 |
| Transport kolejowy | Spawanie MIG korpusu ze stopu aluminium | Głębokość podcięcia ≤ 0,5 mm Szerokość spoiny 8±1 mm | EN 15085 DIN 6700 |

1) Detekcja fuzji wielu czujników wykorzystuje technologię laserowo-wizualno-ultradźwiękową (taką jak Eddyfi Mantis), aby osiągnąć jednoczesne wykrywanie wad powierzchniowych i wewnętrznych, poprawiając skuteczność wykrywania o 40% i zmniejszając wskaźnik nieudanych detekcji do poniżej 0,1%.
2) Technologia adaptacyjnej kompensacji środowiskowej Inteligentne mierniki wyposażone w moduły kompensacji temperatury/wilgotności (takie jak Hexagon Absolute Arm) mogą utrzymać dokładność pomiaru ±15 μm/m w warunkach pracy od -20°C do 50°C.
3) Cyfrowe narzędzia pomiarowe zastępują tradycyjne mierniki. Wirtualny system narzędzi pomiarowych oparty na modelu MBD (taki jak 3DCS Variation Analyst) automatycznie generuje raporty GD&T poprzez porównanie cyfrowo-analogowe, skracając cykl kontroli o 70%.
| Sprawdź typ urządzenia | Zakres dokładności | Prędkość wykrywania | Obowiązujące scenariusze |
|---|---|---|---|
| Trzy współrzędne typu kontaktu | ±1,5μm+L/250 | 500 mm/s | Precyzyjne testy laboratoryjne |
| Laser Tracker | ±15μm+5μm/m | Pomiar w czasie rzeczywistym | Kontrola na miejscu na dużą skalę |
| Przemysłowy system DR | Czułość kontrastu 2% | 30 m/min | Kontrola spoin rurociągów |
| System wizyjny AI | Wskaźnik rozpoznawania defektów ≥99% | 60 kl. | Kontrola online linii produkcyjnej |
Rozwój technologiczny mierników spawalniczych ewoluuje w kierunku wysokiej precyzji, inteligencji i systematyzacji. Od tradycyjnych ręcznych narzędzi pomiarowych po inteligentne systemy wykrywania oparte na cyfrowych bliźniakach, ich konotacje techniczne wykroczyły poza zakres prostych narzędzi kontroli jakości i stały się niezbędnym centrum danych jakości w inteligentnych systemach produkcyjnych. W przyszłości, wraz z przełomem nowych technologii, takich jak wykrywanie kwantowe i wykrywanie terahercowe, wykrywanie spawania osiągnie pełnowymiarowy zasięg od makro do mikro, od offline do online, zapewniając podstawowe zapewnienie jakości dla wysokiej jakości rozwoju przemysłu wytwórczego.