Telefon:
+86 13828 600940
Physische Adresse:
Nr. 8 Liyuan Road, Bogang Community, Shajing Street Baoan District, Shenzhen, China
Telefon:
+86 13828 600940
Physische Adresse:
Nr. 8 Liyuan Road, Bogang Community, Shajing Street Baoan District, Shenzhen, China

Bei Schweißvorrichtungen handelt es sich um eine Reihe von speziellen Prüfgeräten und -werkzeugen, die zur Bewertung der Maßhaltigkeit, der geometrischen Toleranz und der Schweißqualität von Schweißkonstruktionen verwendet werden. Ihre Hauptaufgabe besteht darin, sicherzustellen, dass geschweißte Teile den Konstruktionsanforderungen entsprechen und die Qualität in der technischen Fertigung kontrolliert werden kann. Die Form der Lehre muss entsprechend den CAD-Daten des Teils gefräst werden, die alle Parameter des Teils widerspiegeln können und eine qualitative Prüfung des Teils ermöglichen. Für einige äußerst wichtige Funktionsmaße des Teils kann die Lehre auch für die numerische Prüfung verwendet werden. Sie wird zur Überprüfung der Form des Teils, der Beschnittlinien, der Falzlinien und der Position der Löcher verwendet. Als Bindeglied zwischen Konstruktionsspezifikationen und Produktionspraktiken integrieren Schweißmessgeräte Präzisionsmesstechnik, werkstoffmechanische Analyse und digitale Qualitätskontrollmethoden und finden breite Anwendung in der High-End-Fertigung, z. B. in der Automobilindustrie, der Luft- und Raumfahrt, der Schifffahrt und der Energietechnik.

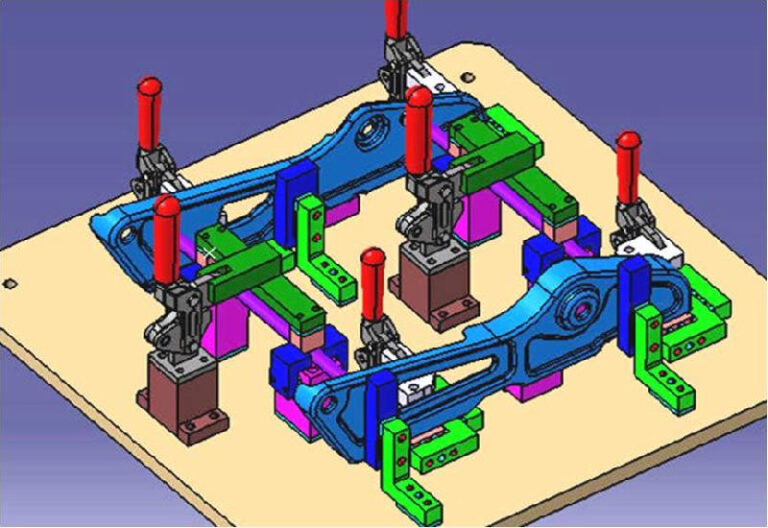
Die Grundstruktur der Vorrichtung: Die Vorrichtung besteht aus einem Tisch, einer Auflage, einer L-Platte, einem Referenzstift, einer Referenzfläche, einem Spannmechanismus (Zylinder, Spannarm, U-förmiger Anschlag) usw.
Die Rolle der Schweißvorrichtung in der Karosseriefertigung besteht darin, das Werkstück (Stanz- oder Montageteil) in der durch den Prozess festgelegten Position zu installieren und es durch die koordinierte Wirkung der Positionierungsstifte (Referenzstifte), der S-Flächenblöcke (Referenzflächen), der Spannarme und anderer Komponenten auf der Vorrichtung zu befestigen, um eine Bewegung und Verschiebung des Werkstücks zu verhindern und so die Konsistenz und Stabilität der Schweißgenauigkeit der Karosserie zu gewährleisten.
Skelett der Prüfvorrichtung und geteilter Körper: 1) Harz: Harz mit guter Oberflächen- und Verschleißfestigkeit, mit Glasfasern verstärkt, um eine ausreichende Festigkeit zu erreichen. 2) Stahl.
Verstärkungsstruktur des Kaliberrahmens: Nach Fertigstellung der Stahlrohrkonstruktion sollte eine angemessene Wärmebehandlung durchgeführt werden, um innere Spannungen zu beseitigen. Die Verstärkungsstruktur sollte eine ausreichende Festigkeit aufweisen und bei normalem Gebrauch keine Verformung verursachen.

1) Die Teile des Endprodukts, die Präzision erfordern, und die Methode zur Bestätigung der Präzision
2) Bedeutung der Genauigkeitsanforderungen
3) Berücksichtigen Sie die Verformung des fertigen Produkts während des Stanzens
4) Es sollte einfach zu benutzen, einfach herzustellen und kostengünstig sein.
5) Die Gesamtstruktur ist solide und nicht leicht zu verformen
1) Vertraut mit der digitalen Modell- und Produkttechnologie
2) Bestimmen Sie die Konstruktion der Prüfvorrichtung
3) Der Entwurf wird in Form einer Skizze dargestellt, die folgende Informationen enthält: Positionierungsmethode, Lage der Bohrung, Methode der Begrenzungserkennung (Schneiden oder Zeichnen), Spannbacken und die allgemeine Lage der Positionierungsfläche
4) Nach der Überprüfung erfolgt die 3D-Modellierung der Prüfvorrichtung: Die Oberflächenstruktur und die Funktionsteile werden entsprechend den Angaben des digitalen Modells angeordnet.
5) Ausgabe von detaillierten Konstruktionszeichnungen und 3D-Modellen
6) Anordnung der Positioniervorrichtung
Je nach Größe des Teils werden verschiedene Positionierungsmethoden verwendet. Bei mehr als 2 Löchern wird die Stiftpositionierung verwendet. Bei 1 Loch wird die Stiftpositionierung und die Nullflächenpositionierung verwendet. Wenn keine Bohrung vorhanden ist, wird die Flächenpositionierung verwendet. Für die Spannvorrichtung können Standardbacken oder starke Magnete verwendet werden.
Kurz gesagt, die Konstruktion der Prüfvorrichtung muss auf der Vertrautheit mit dem Stanzprozess beruhen. Die gekrümmte Oberfläche ist der Maßstab für die CNC-Bearbeitung. Für sehr komplexe Stanzteile, bei denen das digitale Modell nicht gekrümmt werden kann, wird ein Drei-Koordinaten-Messgerät verwendet, um die Punkte rückwärts abzutasten und die Oberfläche zu ebnen, um die morphologische Oberfläche zu erhalten.

1) Qualifizierte Genauigkeit
2) Die Struktur der Inspektionsvorrichtung ist angemessen
3) Materialauswahl entspricht den Anforderungen
4) Die Lackierung entspricht den Spezifikationen
5) Klare Schilder und Markierungen
6) Vervollständigen Sie zusätzliche Dokumente
| Messfläche/Element | Toleranzbereich/Bedarf |
|---|---|
| Bauteilform und funktionale Messfläche (5mm Spalt, Grundplattenparallelität) | 0.1/1000 |
| Oberfläche | ±0.1 |
| Parallelität der Basisebene, Rechtwinkligkeit | ±0.5/1000 |
| Alle geformten Oberflächen (Nicht-Maßflächen) | ±0,2, 0,05/1000 (Hinweis: Hier kann es zwei unterschiedliche Toleranzanforderungen geben, die je nach den spezifischen Umständen bestätigt werden müssen) |
| Position des Inspektionsstiftlochs | ±0.05 |
| Position des Grundlochs | ±0.05 |
| Position des Anreißlochs | ±0.15 |
| Relative Positionsabweichung zwischen den Grundlöchern | 0.03 |
| RPS-Positionierungsloch und Stiftposition | ±0.05 |
| Durchmesser des Anreißlochs | ±0.2 |
| RPS-Oberfläche, Auflagefläche | +0.10 |
| Position des Sichtlochs | ±0.2 |
| Gekrümmte Messfläche | ±0.15 |
| Sichtlochdurchmesser | ±0.2 |
| Teil-Außenkontur-Messfläche (flächenbündig) oder Linie | ±0,1, 0,1/1000 (Hinweis: Hier können unterschiedliche Toleranzanforderungen für verschiedene Messflächen oder -linien bestehen) |
| Positionsfehler der Gitterlinie relativ zum Bezugspunkt | 0.1/1000 |
| Formmessgerät oder Messschieber | ±0.15 |
Die Prüfung und Abnahme der Prüfmittel umfasst die Prüfung der Richtigkeit, die Prüfung des Aussehens und der Funktionsfähigkeit sowie die Prüfung und Abnahme von zusätzlichen Dokumenten und Verpackungen.
1) Erkennung der Genauigkeit
2) Überprüfung des Aussehens und der Funktionsfähigkeit
3) Annahme von zusätzlichen Dokumenten
1) Tragbare 3D-Koordinatenmessmaschine
2) Gantry-Typ 3D-Koordinatenmessmaschine Inspektion
3) Manuelle Drei-Koordinaten-Erkennung

1) Halten Sie den Tisch sauber, frei von Schweißschlacke, Ölflecken, Staub, Nebenschlussverbrennungen oder Schlagspuren, die Linien der Koordinatenskala sind klar und vollständig, und das Gewindeschneiden wird streng auf dem Tisch durchgeführt.
2) Überprüfen Sie regelmäßig die Stütze und ziehen Sie die Verbindungsbolzen und die Sicherungsmuttern an, und überprüfen Sie regelmäßig die Nivellierung des Tisches.
3) Kontrollieren Sie regelmäßig, ob die Schrauben der L-Platte fest angezogen sind (am besten mit einem Stift markieren), und überprüfen Sie regelmäßig, ob die Positionierungsstifte locker sind oder herausfallen.
4) Überprüfen Sie die Referenzfläche regelmäßigZiehen Sie die Verbindungsbolzen an (am besten mit einem Marker) und überprüfen Sie regelmäßig, ob die Positionierungsstifte locker sind oder abfallen; halten Sie die Oberfläche sauber, ohne Nebenschlussverbrennungen, Unebenheiten und Schweißschlackenschmutz; der Spalt mit dem Werkstück im eingespannten Zustand ist weniger als 0,1 mm.
5) Referenzstift
① Auf der Oberfläche des Bezugsstiftes befinden sich keine Brandspuren und kein Schmutz durch Schweißschlacke.
Der bewegliche Stiftführungsteil sollte gut geschmiert sein.
③ Tägliche und regelmäßige Kontrollen des Verschleiß- und Montagezustands der Positionierstifte durchführen;
6) Klemmechanismus
①. Die konvexen und konkaven Teile des U-förmigen Anschlagblocks sollten zuverlässig und ohne Lockerheit angezogen werden, und die Schweißschlacke und der Staub sollten an der Anschlagfläche haften; im angezogenen Zustand sollten sich die konvexen und konkaven Teile des Spannarms (oder des Schwenkarms) nicht relativ zueinander verschieben, wenn sie von Hand gedrückt werden (wenn es eine Verschiebung gibt, muss das passende Spiel zwischen den Anschlagflächen weiter überprüft werden (mit einer Fühlerlehre). Beträgt das Spiel ≥ 0,1mm, sollte es ausgetauscht werden. )
② Versuchen Sie während des Betriebs, eine Kollision zwischen der Schweißpistole (oder dem Werkstück) und der Klemme zu vermeiden, um eine Verformung des Klemmenarms zu verhindern; vermeiden Sie den direkten Kontakt zwischen der Schweißpistole und der Klemmenbaugruppe, um Nebenschlussverbrennungen an der Klemmenbaugruppe zu vermeiden; es sollte keine Schweißschlacke an der Oberfläche der Klemme anhaften; die Verbindungsschrauben jedes Teils des Klemmenarms sollten zuverlässig angezogen werden, und der Gelenkstift sollte gut geschmiert sein; es sollten tägliche Inspektionen durchgeführt werden, um den Klemmzustand des Klemmenarms zu überprüfen. Bewegen Sie den Klammerarm im gespannten Zustand mit der Hand von oben und unten sowie von links und rechts. Sollte er sich lockern, überprüfen Sie den Zustand der anderen Komponenten des Spannmechanismus, um die Zuverlässigkeit der Klemme zu gewährleisten.
7) Pneumatischer Triplex
Prüfen Sie bei der täglichen Inspektion den Boden des Bechers, um festzustellen, ob sich dort Flüssigkeit oder Sedimente (Staub) angesammelt haben. Lassen Sie das angesammelte Material in der Filtertasse jederzeit ab. Eine Verstopfung des Filterelements führt zu Druckabfall. Das Filterelement sollte regelmäßig demontiert und vor dem Austausch gereinigt werden, um die Innen- und Außenseite des Bechers transparent und klar zu halten (Hinweis: Beim Demontieren und Reinigen des Filterbechers muss die Druckluftquelle abgeschaltet werden).
Der Arbeitsdruck des Luftkreislaufs der Vorrichtung kann nicht nach Belieben eingestellt werden; das Handrad zur Einstellung des Druckminderers muss arretiert sein; das Manometer muss empfindlich und genau sein.
Das Ölnebelgerät muss spezielles Gasschmieröl verwenden: Die Ölmenge muss entsprechend angepasst werden. Ein zu hoher Ölausstoß verursacht nicht nur Abfall, sondern verschmutzt auch die Umwelt. Ein zu geringer Ölausstoß führt zu schlechter Schmierung und beschädigt die Ausrüstung. Im Allgemeinen muss der Zylinder alle 30±5 Bewegungen einen Tropfen Öl abgeben. Reinigen und warten Sie ihn regelmäßig, damit die Innen- und Außenseite des Bechers sauber und durchsichtig bleibt, die Skala klar ist und keine Ölflecken vorhanden sind. Füllen Sie rechtzeitig Öl nach, um sicherzustellen, dass der Ölstand im Becher über der unteren Skalenlinie liegt.
8) Manuell betätigtes Ventil
Der Knopf sollte leicht zu bedienen sein, sich schnell und vollständig zurücksetzen lassen und es sollte kein Luftaustritt vorhanden sein.
9) Hubventil
Die Befestigungsschrauben des Hubventils und des Nockens müssen fest angezogen sein, ohne dass sie sich lockern; wenn der Nockenhub auf den Rollenhebel drückt, muss das Ventil vollständig geöffnet sein, ohne dass es zu stark gedrückt wird; beim Auskuppeln muss es vollständig und gründlich sein und darf nicht halb gelöst sein; der Ventilschaft muss gefühlvoll und an Ort und Stelle zurückgestellt werden.
10) Zylinder
Während des Betriebs sind Zusammenstöße und Ablenkungen zwischen der Schweißpistole (oder dem Werkstück) und dem Zylinder und dem Zubehör zu vermeiden; der Zylinder darf keine Leckagen oder Gasblasen aufweisen, da er sonst nicht fest eingespannt oder hinzugefügt werden kann; die Kontermuttern des Drosselventils und des Pufferventils am Zylinder müssen fest angezogen sein; die Druckluft muss sauber sein und ausreichend Schmierölnebel enthalten, um eine gute Schmierung des Zylinders zu gewährleisten.
11) Drosselklappe
Nachdem die Drosselklappe ordnungsgemäß installiert und geprüft wurde, muss die Sicherungsmutter angezogen werden. Der Anzug muss täglich überprüft und gegebenenfalls nachgestellt werden, um eine Kollision zwischen der Schweißzange (oder dem Werkstück) und dem Ventilkörper zu vermeiden.
1) Schweißnahtmessgerät: Vergleich der Schweißnahthöhe und der Größe des Schweißschenkels anhand standardisierter Vorlagen (z. B. ISO 17637) mit einer typischen Genauigkeit von ±0,1 mm
2) Konturendetektor: Er verwendet eine Kontaktsonde, um die Oberflächenrauheit der Schweißnaht zu messen, und kann Defekte wie Unterschnitt und Einbruch erkennen.
3) Schweißschrumpfungskompensator: sagt die Schweißverformung auf der Grundlage des Wärmeausdehnungskoeffizienten des Materials voraus und wird zur Kompensation der Werkzeugkonstruktion verwendet.

1) Laser-Profil-Scanner: nutzt das Prinzip der Triangulation, um die dreidimensionale Form der Schweißnaht mit einer Auflösung von 0,01 mm zu rekonstruieren (z. B. Keyence LJ-V7000-Serie)
2) Industrielle CT-Detektion: Röntgentomographie wird verwendet, um interne Poren, nicht verschmolzene und andere Defekte zu erkennen, mit einer Nachweisempfindlichkeit von ≤Φ0,3mm
3) Ultraschall-Phased-Array (PAUT): Das Multi-Chip-Array ermöglicht das Scannen von Schweißnähten über den gesamten Querschnitt und kann Defekte bis zu einer Tiefe von 0,5 mm erkennen.
1) Bildverarbeitungssystem: Schweißfehler-Klassifizierung auf der Grundlage von Deep-Learning-Algorithmen (z. B. YOLOv5), mit einer Erkennungsgeschwindigkeit von ≤50 ms/Bild
2) Online-Überwachungsgerät : Integriert Lichtbogenabtastung, Spektralanalyse und andere Technologien zur Überwachung von Schweißeindringung und Wärmeeintragsparametern in Echtzeit
3) Plattform für digitale Zwillingserkennung: Vorhersage der Schweißverformung durch virtuelle Simulation, mit einem Fehler von ≤3% im Vergleich zu den physischen Erkennungsdaten
| Industrie | Typische Testobjekte | Wichtige Testparameter | Technische Normen |
|---|---|---|---|
| Automobilindustrie | Karosserie im Weißpunktschweißen/Laserschweißen | Schweißpunktdurchmesser ≥4mm Schweißkernfestigkeit ≥800N | ISO 14273 VW 01103 |
| Luft- und Raumfahrt | Elektronenstrahlschweißen von Titanlegierungen | Porosität ≤ 0,5% Schmelztiefenabweichung ± 0,2mm | AMS 2680 NAS 410 |
| Energie-Ausrüstung | Rohrrundnaht | Versatz ≤1,5mm Resthöhe 0-3mm | ASME B31.3 API 1104 |
| Eisenbahntransit | Gehäuse aus Aluminiumlegierung MIG-Schweißen | Hinterschnitttiefe ≤ 0,5mm Schweißnahtbreite 8±1mm | EN 15085 DIN 6700 |

1) Die Multisensor-Fusionserkennung nutzt die Laser-Vision-Ultraschall-Verbundtechnologie (wie Eddyfi Mantis) zur gleichzeitigen Erkennung von Oberflächen- und Innenfehlern, wodurch die Erkennungseffizienz um 40% verbessert und die Fehlerkennungsrate auf unter 0,1% reduziert wird.
2) Adaptive Umweltkompensationstechnologie Intelligente Messgeräte, die mit Temperatur-/Feuchtigkeits-Kompensationsmodulen (wie Hexagon Absolute Arm) ausgestattet sind, können eine Messgenauigkeit von ±15μm/m unter Arbeitsbedingungen von -20℃ bis 50℃ beibehalten.
3) Digitale Messwerkzeuge ersetzen herkömmliche Lehren. Das virtuelle Messwerkzeugsystem auf der Grundlage des MBD-Modells (z. B. 3DCS Variation Analyst) erzeugt automatisch GD&T-Berichte durch Digital-Analog-Vergleich und verkürzt den Prüfzyklus um 70%.
| Vorrichtungsart prüfen | Genauigkeitsbereich | Erkennungsgeschwindigkeit | Anwendbare Szenarien |
|---|---|---|---|
| Kontaktart drei Koordinaten | ±1,5μm+L/250 | 500mm/s | Präzisionsprüfungen im Labor |
| Laser Tracker | ±15μm+5μm/m | Messung in Echtzeit | Groß angelegte Inspektion vor Ort |
| Industrielles DR-System | 2% Kontrastempfindlichkeit | 30m/min | Prüfung von Pipeline-Schweißnähten |
| AI Vision System | Defekt-Erkennungsrate ≥99% | 60fps | Online-Inspektion der Produktionslinie |
Die technologische Entwicklung von Schweißmessgeräten geht in Richtung hohe Präzision, Intelligenz und Systematisierung. Von traditionellen manuellen Messgeräten bis hin zu intelligenten Erkennungssystemen, die auf digitalen Zwillingen basieren, haben ihre technischen Eigenschaften den Rahmen einfacher Qualitätskontrollwerkzeuge gesprengt und sind zu einem unverzichtbaren Qualitätsdatenzentrum in intelligenten Fertigungssystemen geworden. Mit dem Durchbruch neuer Technologien wie der Quantensensorik und der Terahertz-Detektion wird die Schweißerkennung in Zukunft eine volldimensionale Abdeckung vom Makro- bis zum Mikrobereich und von der Offline- bis zur Online-Detektion erreichen und eine zentrale Qualitätssicherung für die hochwertige Entwicklung der Fertigungsindustrie bieten.