Téléphone :
+86 13828 600940
Adresse physique :
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chine
Téléphone :
+86 13828 600940
Adresse physique :
No.8Liyuan Road, Bogang community, Shajing Street Baoan District, Shenzhen, Chine

Les montages de soudage sont un ensemble d'équipements et d'outils d'essai spéciaux utilisés pour évaluer la précision dimensionnelle, la tolérance géométrique et la qualité de soudage des structures soudées. Leur fonction principale est de garantir que les pièces soudées répondent aux exigences de la conception et d'assurer le contrôle de la qualité dans la fabrication technique. La forme de la jauge doit être fraisée conformément aux données CAO de la pièce, qui peuvent refléter tous les paramètres de la pièce et effectuer un contrôle qualitatif de la pièce. Pour certaines dimensions fonctionnelles extrêmement importantes de la pièce, la jauge peut également être utilisée pour l'inspection numérique. Elle permet de vérifier la forme de la pièce, les lignes de coupe, les lignes de pliage et la position des trous. En tant que passerelle entre les spécifications de conception et les pratiques de production, les jauges de soudage intègrent la technologie de mesure de précision, l'analyse de la mécanique des matériaux et les méthodes numériques de contrôle de la qualité. Elles sont largement utilisées dans les secteurs de fabrication haut de gamme tels que l'automobile, l'aérospatiale, les navires et l'équipement énergétique.

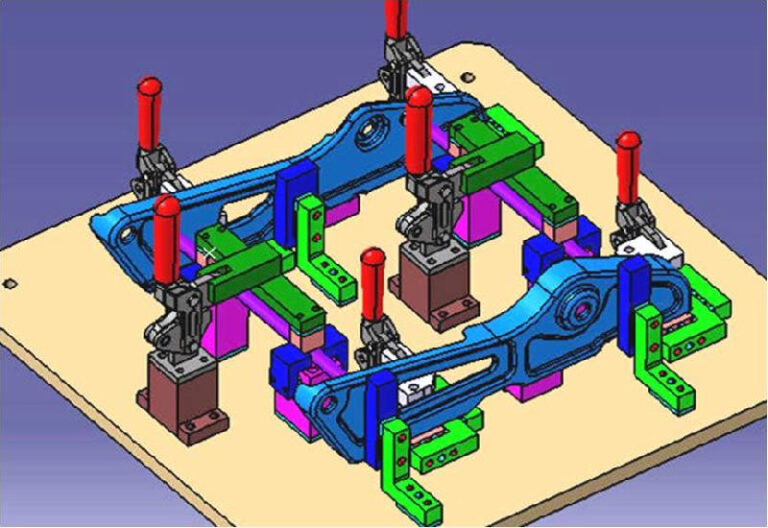
Structure de base du dispositif : Le gabarit se compose d'une table, d'un support, d'une plaque en L, d'un axe de référence, d'une surface de référence, d'un mécanisme de serrage (cylindre, bras de serrage, bloc de limitation en forme de U), etc.
Le rôle du dispositif de soudage dans la production de carrosseries est d'installer la pièce à usiner (pièce d'emboutissage ou pièce d'assemblage) dans la position définie par le processus et de la serrer grâce à l'action coordonnée des goupilles de positionnement (goupilles de référence), des blocs de la face S (surfaces de référence), des bras de serrage et d'autres composants du dispositif afin d'empêcher la pièce à usiner de bouger et de se déplacer, garantissant ainsi la cohérence et la stabilité de la précision du soudage de la carrosserie.
Vérifier le squelette du projecteur et le corps fendu : 1) Résine : Résine présentant une bonne surface et une bonne résistance à l'usure, renforcée par des fibres de verre pour lui conférer une résistance suffisante. 2) Acier.
Structure de renforcement du cadre de jauge : Après l'achèvement de la structure du tube d'acier, un traitement thermique approprié doit être effectué pour éliminer les contraintes internes. La structure de la jauge doit avoir une résistance suffisante et ne doit pas produire de déformation dans des conditions normales d'utilisation.

1) Les parties du produit fini qui nécessitent une précision et la méthode de confirmation de la précision
2) Importance des exigences de précision
3) Prendre en compte la déformation du produit fini lors de l'emboutissage
4) Il doit être facile à utiliser, facile à fabriquer et rentable.
5) La structure générale est solide et ne se déforme pas facilement.
1) Familiarisation avec le modèle numérique et la technologie des produits
2) Déterminer la conception du dispositif d'inspection
3) La conception est présentée sous la forme d'un croquis comprenant les informations suivantes : méthode de positionnement, emplacement du trou, méthode de détection des limites (découpe ou dessin), mâchoires de serrage et emplacement général de la surface de positionnement.
4) Après examen, la modélisation 3D du dispositif d'inspection est effectuée : la structure de la surface et les parties fonctionnelles sont disposées en fonction des informations fournies par le modèle numérique.
5) Produire des dessins de conception détaillés et des modèles 3D
6) Disposition du dispositif de positionnement
Différentes méthodes de positionnement sont utilisées en fonction de la taille de la pièce. Lorsqu'il y a plus de 2 trous, on utilise le positionnement par goupille. Lorsqu'il y a un seul trou, on utilise le positionnement par goupille et le positionnement face zéro. Lorsqu'il n'y a pas de trou, on utilise le positionnement de la face. Le dispositif de serrage peut utiliser des mâchoires standard ou des aimants puissants.
En bref, la conception du dispositif de contrôle doit être basée sur la connaissance du processus d'emboutissage. La surface courbe décalée est la référence pour l'usinage CNC. Pour les pièces d'emboutissage très complexes, lorsque le modèle numérique ne peut pas être décalé, un instrument de mesure à trois coordonnées est utilisé pour numériser les points et paver la surface afin d'obtenir la surface morphologique.

1) Précision qualifiée
2) La structure du dispositif d'inspection est raisonnable
3) Le choix des matériaux répond aux exigences
4) La peinture est conforme aux spécifications
5) Signalisation et marquage clairs
6) Compléter les documents complémentaires
| Surface de mesure/élément | Plage de tolérance/exigence |
|---|---|
| Forme de la pièce et surface de mesure fonctionnelle (écart de 5 mm, parallélisme de la plaque de base) | 0.1/1000 |
| Surface | ±0.1 |
| Parallélisme et perpendicularité du plan de base | ±0.5/1000 |
| Toutes les surfaces moulées (surfaces non mesurées) | ±0,2, 0,05/1000 (Remarque : il peut y avoir ici deux exigences différentes en matière de tolérance, qui doivent être confirmées en fonction des circonstances spécifiques). |
| Position du trou de la goupille d'inspection | ±0.05 |
| Position du trou de la base | ±0.05 |
| Position du trou de traçage | ±0.15 |
| Erreur de position relative entre les trous de base | 0.03 |
| Trou de positionnement du RPS et position de la goupille | ±0.05 |
| Diamètre du trou de traçage | ±0.2 |
| Surface RPS, surface d'appui | +0.10 |
| Position du trou visuel | ±0.2 |
| Surface de mesure incurvée | ±0.15 |
| Diamètre du trou visuel | ±0.2 |
| Surface de mesure du contour extérieur de la pièce (surface plane) ou ligne | ±0,1, 0,1/1000 (Remarque : les exigences en matière de tolérance peuvent varier en fonction des surfaces ou des lignes de mesure) |
| Erreur de position de la ligne de grille par rapport au point de référence | 0.1/1000 |
| Jauge de forme ou pied à coulisse | ±0.15 |
L'inspection et l'acceptation des outils de contrôle comprennent l'inspection de l'exactitude, l'examen de l'apparence et de l'exploitabilité, ainsi que l'inspection et l'acceptation des documents supplémentaires et de l'emballage.
1) Détection de la précision
2) Inspection de l'apparence et du fonctionnement
3) Acceptation de documents supplémentaires
1) Inspection d'une machine à mesurer tridimensionnelle portable
2) Inspection de la machine à mesurer tridimensionnelle de type portique
3) Détection manuelle des trois coordonnées

1) Maintenir la table propre, exempte de scories de soudure, de taches d'huile, de poussière, de brûlures de shunt ou de marques d'impact, les lignes de l'échelle de coordonnées sont claires et complètes, et l'opération de taraudage est effectuée sur la table de manière rigoureuse.
2) Vérifier régulièrement le support et serrer les boulons d'assemblage et les écrous de blocage des vis, et vérifier et ajuster régulièrement la planéité de la table.
3) Vérifier régulièrement que les boulons de la plaque L sont bien serrés (il est préférable de les marquer avec un marqueur), et vérifier régulièrement que les goupilles de positionnement ne sont pas desserrées ou qu'elles ne tombent pas.
4) Vérifier régulièrement la surface de référenceSerrer les boulons d'assemblage (il est préférable de les marquer avec un marqueur) et vérifier régulièrement si les goupilles de positionnement sont desserrées ou tombent ; maintenir la surface propre, sans brûlures de shunt, sans bosses et sans saleté de scories de soudage ; l'écart avec la pièce à l'état serré est inférieur à 0,1 mm.
5) Broche de référence
① Il n'y a pas de traces de brûlures de shunt ni de salissures de laitier de soudure sur la surface de la broche de référence.
②La pièce de guidage de l'axe mobile doit être bien lubrifiée.
③ Effectuer des contrôles quotidiens et réguliers de l'état d'usure et de montage des goupilles de positionnement ;
6) Mécanisme de serrage
①. Les composants convexes et concaves de la butée en forme de U doivent être serrés de manière fiable et sans relâchement, et le laitier de soudure et la poussière doivent être fixés à la surface de butée ; en condition de serrage, les composants convexes et concaves du bras de serrage (ou du bras pivotant) ne doivent pas être déplacés l'un par rapport à l'autre lorsqu'ils sont poussés à la main (en cas de dislocation, le jeu entre les surfaces de butée doit être vérifié (à l'aide d'une jauge d'épaisseur). Si le jeu est ≥ 0,1 mm, il doit être remplacé. )
② Pendant l'opération, essayez d'éviter toute collision entre le pistolet de soudage (ou la pièce) et la pince afin d'éviter toute déformation du bras de la pince ; évitez tout contact direct entre le pistolet de soudage et la pince afin d'éviter toute brûlure par shunt de la pince ; aucun laitier de soudage ne doit être fixé à la surface de la pince ; les boulons de connexion de chaque partie du bras de la pince doivent être serrés de manière fiable, et l'axe d'articulation doit être bien lubrifié ; des inspections quotidiennes doivent être effectuées pour vérifier l'état de serrage du bras de la pince. Lorsqu'il est serré, déplacez le bras de serrage de haut en bas et de gauche à droite à l'aide de votre main. En cas de desserrement, vérifiez l'état des autres composants du mécanisme de serrage pour vous assurer de la fiabilité de la pince.
7) Triplex pneumatique
Lors de l'inspection quotidienne, vérifiez le fond de la coupelle pour voir si du liquide ou des sédiments (poussière) s'y sont accumulés. Vidangez à tout moment les matières accumulées dans la cuvette du filtre. L'obstruction de l'élément filtrant entraîne une chute de pression. L'élément filtrant doit être régulièrement démonté et nettoyé avant d'être remplacé afin que l'intérieur et l'extérieur de la coupelle restent transparents et clairs (Remarque : la source d'air comprimé doit être coupée lors du démontage et du nettoyage de la coupelle filtrante).
La pression de travail du circuit d'air de l'appareil ne peut pas être réglée à volonté, le volant de réglage du détendeur doit être verrouillé ; le manomètre doit être sensible et précis.
Le dispositif de brouillard d'huile doit utiliser une huile lubrifiante spéciale : le débit d'huile doit être ajusté de manière appropriée. Un débit d'huile trop important entraîne non seulement des déchets, mais pollue également l'environnement. Un débit d'huile trop faible entraînera une mauvaise lubrification et endommagera l'équipement. En général, le cylindre doit produire une goutte d'huile tous les 30±5 mouvements. Nettoyez et entretenez régulièrement le cylindre pour que l'intérieur et l'extérieur de la coupelle restent propres et transparents, que l'échelle soit claire et qu'il n'y ait pas de taches d'huile. Remplir d'huile à temps pour s'assurer que le niveau d'huile dans le godet est supérieur à la ligne inférieure de l'échelle.
8) Vanne à commande manuelle
Le bouton doit être facile à actionner, se réinitialiser rapidement et complètement, et il ne doit pas y avoir de fuite d'air.
9) Valve de déplacement
Les boulons de fixation de la vanne de déplacement et de la came doivent être serrés fermement sans aucun jeu ; lorsque la course de la came appuie sur le levier à galet, la vanne doit être complètement ouverte sans être pressée trop fort ; lors du débrayage, celui-ci doit être complet et minutieux, et non pas à moitié détaché ; la tige de la vanne doit être remise en place avec tact.
10) Cylindre
Pendant l'opération, il faut éviter les collisions et les déviations entre le pistolet de soudage (ou la pièce à souder) et le cylindre et les accessoires ; il ne doit pas y avoir de fuite ou de refoulement de gaz dans le cylindre, sinon il ne sera pas serré fermement ou ajouté en place ; les écrous de verrouillage de la soupape d'étranglement et de la soupape tampon sur le cylindre doivent être bien serrés ; l'air comprimé doit être propre et contenir suffisamment de brouillard d'huile lubrifiante pour assurer une bonne lubrification du cylindre.
11) Soupape d'étranglement
Une fois le papillon correctement installé et vérifié, l'écrou de blocage doit être serré. Une inspection quotidienne doit être effectuée pour vérifier le serrage et le réajuster si nécessaire afin d'éviter toute collision entre la pince à souder (ou la pièce à usiner) et le corps de la vanne.
1) Jauge de soudure : compare la hauteur de la soudure et la taille de la patte de soudure à l'aide de modèles normalisés (tels que la norme ISO 17637), avec une précision typique de ±0,1 mm.
2) Détecteur de contour : il utilise une sonde de contact pour mesurer la rugosité de la surface de la soudure et peut détecter des défauts tels que les contre-dépouilles et l'affaissement.
3) Compensateur de retrait de soudure : prédit la déformation de soudure sur la base du coefficient de dilatation thermique du matériau et est utilisé pour la compensation de la conception de l'outillage.

1) Scanner laser de profil : utilise le principe de la triangulation pour reconstruire la forme tridimensionnelle de la soudure avec une résolution de 0,01 mm (comme la série LJ-V7000 de Keyence).
2) Détection par tomographie industrielle : la tomographie à rayons X est utilisée pour détecter les pores internes, les défauts non fusionnés et d'autres défauts, avec une sensibilité de détection de ≤Φ0,3mm.
3) Réseau phasé ultrasonique (PAUT) : Le réseau à puces multiples réalise un balayage complet des soudures et peut identifier des défauts de 0,5 mm de profondeur.
1) Système de vision artificielle : Classification des défauts de soudure basée sur des algorithmes d'apprentissage profond (tels que YOLOv5), avec une vitesse de reconnaissance ≤50ms/image.
2) Dispositif de surveillance en ligne : Intègre la détection de l'arc, l'analyse spectrale et d'autres technologies pour surveiller la pénétration du soudage et les paramètres d'apport de chaleur en temps réel.
3) Plate-forme de détection jumelle numérique : Prévoir la déformation du soudage par simulation virtuelle, avec une erreur de ≤3% par rapport aux données de détection physique.
| L'industrie | Objets de test typiques | Paramètres clés du test | Normes techniques |
|---|---|---|---|
| Automobile | Corps en soudure par points blancs/soudure au laser | Diamètre du point de soudure ≥4mm Résistance du noyau de soudure ≥800N | ISO 14273 VW 01103 |
| Aérospatiale | Soudage par faisceau d'électrons d'alliages de titane | Porosité ≤ 0,5% Écart de profondeur de fusion ± 0,2 mm | AMS 2680 NAS 410 |
| Équipement énergétique | Soudure d'un tuyau | Désalignement ≤1,5mm Hauteur résiduelle 0-3mm | ASME B31.3 API 1104 |
| Transport ferroviaire | Corps en alliage d'aluminium Soudage MIG | Profondeur de contre-dépouille ≤ 0,5mm Largeur du cordon de soudure 8±1mm | EN 15085 DIN 6700 |

1) La détection par fusion multi-capteurs utilise la technologie de détection composite laser-vision-ultrasons (telle que Eddyfi Mantis) pour réaliser une détection simultanée des défauts de surface et des défauts internes, améliorant l'efficacité de la détection de 40% et réduisant le taux de détection manquée à moins de 0,1%.
2) Technologie de compensation environnementale adaptative Les jauges intelligentes équipées de modules de compensation de température/humidité (comme le Hexagon Absolute Arm) peuvent maintenir une précision de mesure de ±15μm/m dans des conditions de travail de -20℃ à 50℃.
3) Les outils de mesure numériques remplacent les jauges traditionnelles. Le système d'outils de mesure virtuels basé sur le modèle MBD (tel que 3DCS Variation Analyst) génère automatiquement des rapports GD&T par comparaison numérique-analogique, réduisant ainsi le cycle d'inspection de 70%.
| Vérifier le type d'appareil | Plage de précision | Vitesse de détection | Scénarios applicables |
|---|---|---|---|
| Type de contact trois coordonnées | ±1,5μm+L/250 | 500mm/s | Essais de précision en laboratoire |
| Traceur laser | ±15μm+5μm/m | Mesure en temps réel | Inspection sur place à grande échelle |
| Système DR industriel | 2% sensibilité au contraste | 30m/min | Inspection des soudures de pipelines |
| Système de vision artificielle | Taux de reconnaissance des défauts ≥99% | 60 images par seconde | Inspection en ligne de la ligne de production |
Le développement technologique des jauges de soudage évolue vers la haute précision, l'intelligence et la systématisation. Des outils de mesure manuels traditionnels aux systèmes de détection intelligents basés sur les jumeaux numériques, leurs connotations techniques ont dépassé la portée de simples outils de contrôle de la qualité et sont devenues un centre de données de qualité indispensable dans les systèmes de fabrication intelligents. À l'avenir, avec la percée de nouvelles technologies telles que la détection quantique et la détection térahertz, la détection du soudage atteindra une couverture complète de la macro à la micro, du hors ligne à l'en ligne, fournissant une assurance qualité de base pour le développement de haute qualité de l'industrie manufacturière.